|
|
Категория:
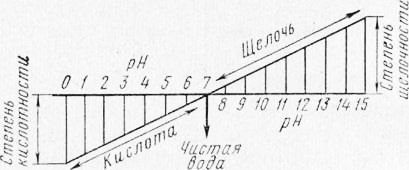
Фанеровальные работы Далее: Клеи животного происхождения Синтетические клеи обеспечивают высокую механическую прочность соединения, водостойкость и биологическую стойкость клееной древесины, а также быстро затвердевают при нагреве,. что позволяет значительно ускорять процессы оклеивания. Карбамидные смолы Карбамидные смолы получают путем реакции конденсации между мочевиной и меламином или мочевиной и формальдегидом. Больше всего в мебельной промышленности распространены моч евино -ф орм а л ь дегидн ы е смолы МФ-17, МФ, М-70, УКС и М19-62. Рецептура карбамидных смол приведена в табл. 1. Карбамидные смолы характеризуются следующими основными показателями: кислотностью или щелочностью, вязкостью, стабильностью при хранении, быстротой отверждения, жизнеспособностью, содержанием сухих веществ и свободного формальдегида. Кислотность, или щелочность, смол является важнейшим показателем, сильно влияющим на их свойства. При конденсации в щелочной среде смола имеет щелочную реакцию, а при конденсации в кислой среде — кислую. Количественно кислотность смол определяется концентрацией в единице их объема водородных ионов и выражается в грамм-ионах на 1 л. Однако для смол, где концентрация ионов водорода достигает миллионных долей грамм-ионов на 1 л, такой способ выражения неудобен. Например, кислотность карбамидных смол может определяться числом 0,000001 г-ион водорода на 1 л, что равно: Поэтому для удобства кислотность смол принято выражать величиной рН-водородным показателем, за который принимается показатель степени числа 10, взятый с обратным знаком. В рассмотренном выше примере рН = 6. Чистая дистиллированная вода, представляющая собой нейтральную среду, имеет концентрацию водородных ионов, равную 10~7 г-ион/л, что соответствует рН = 7. При повышении степени кислотности смол величина рН уменьшается и, наоборот, с уменьшением степени кислотности рН возрастает (рис. 11). Величина рН является общепринятым способом выражения концентрации водородных ионов и определяется лабораторным путем. По величине рН готовой смолы судят о количестве отвердителя, которое необходимо ввести в смолу для приготовления рабочего раствора клея. Так, например, установлено, что при фанеровании изделий в прессах с обогреваемыми плитами количество добавляемого хлористого аммония в соответствии с рН смолы может изменяться в следующих пределах: Наиболее приемлемо для карбамидных смол рН от 6 до 8. Вязкость карбамидных смол зависит главным образом от температуры, количества отвердителя, величины рН, количества содержащихся сухих веществ и от условий хранения.
Рис. 1. Схема изменения степени кислотности и щелочности растворов, характеризуемой значениями рН
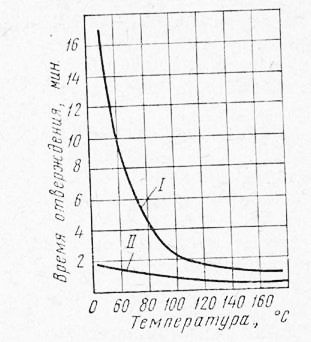
При кратковременном нагревании вязкость смолы быстро снижается, но при последующем охлаждении восстанавливается почти до первоначальной. При длительном нагревании вязкость смолы значительно повышается. Вязкость карбамидных смол после введения в их состав отвердителей повышается. Чем выше начальная вязкость смолы, тем быстрее возрастает она под влиянием отвердителя. Увеличение вязкости в этом случае происходит также и при повышении температуры окружающей среды. Содержание сухих веществ в карбамидных смолах составляет обычно до 35% от массы смолы. Такие смолы мало пригодны для склеивания вследствие недостаточной концентрации и низкой вязкости. Чтобы повысить концентрацию и вязкость смол, их частично обезвоживают под вакуумом, т. е. подвергают вакуумсуш-ке, после чего образуются так называемые вакуумиро-ванные смолы. При вакуумировании из смолы отгоняют часть воды, повышая содержание в ней сухих веществ до 55—70%. При использовании невакуумированных смол в них вводят наполнители: муку бобовых, крахмал, древесную муку и другие продукты, способные поглощать влагу смолы и создавать густой клеевой раствор необходимой консистенции. Стабильность смол зависит от времени и условий их хранения. В состоянии карбамидных смол, получаемых в результате реакций конденсации, наблюдаются три стадии превращения — начальная А, промежуточная В и конечная С. В стадии А (резол) смола может быть в жидком или твердом состоянии. Смолы в стадии резола хорошо растворяются в спирте, ацетоне и других органических растворителях, а также плавятся при нагревании. С течением времени или с повышением температуры, а также выдержки в смеси с отвердителем смола из стадии А переходит в стадию В (резитол). Смола в стадии резитол не растворяется в органических растворителях, а набухает; она теряет способность плавиться и при нагревании только размягчается. При переходе в стадию С (резит) смола отвердевает, не размягчается при нагревании и не только не растворяется, но и не набухает в растворителях. Продолжительность перехода смолы из стадии А в стадию С является характеристикой ее стабильности и времени отверждения. Чем ниже температура хранения смол, тем медленнее возрастает вязкость их при хранении, т. е. увеличивается период стабильности смол. Поэтому смолы следует хранить при возможно низких температурах (при +5—1-15 °С). При сильном охлаждении, например до —20 °С, карбамидные смолы, за исключением смолы МФ-17, замерзают, не теряя своих клеящих свойств. После нагревания до температуры 18—20 °С их можно применять, как обычно. Стабильность карбамидных смол повышают путем введения в них стабилизирующих веществ, например диэтиленгли-коля. Скорость отверждения карбамидных смол тесно связана с начальной концентрацией ионов водорода или с рН смолы. Для нормальной работы при склеивании значение рН уменьшают, что достигается правильной дозировкой количества вводимого отвердителя. Наименьшая длительность отверждения бывает при наибольшем количестве отвердителя. В зависимости от количества и вида вводимого отвердителя большинство карбамидных клеев подразделяется на клеи холодного и горячего отверждения. Сильное влияние на скорость отверждения карбамидных смол оказывает температура нагревания. С ее повышением время отверждения уменьшается. На рис. 2 показан график влияния температуры на отверждение карбамидных смол при введении одного процента хлористого аммония. Как видно, минимальное время, необходимое для превращения смолы в от-вержденное состояние, составляет 25—45 сек при температуре 170—180° С. Совокупность факторов, влияющих на время отверждения карбамидных смол, определяет скорость процесса склеивания древесины. Жизнеспособность клеев на основе карбамидных смол колеблется в широких пределах в зависимости от свойств смолы, условий ее применения, вида и количества вводимого отвердителя. При одинаковом содержании отвердителя жизнеспособность клея тем больше, чем выше значение рН среды. Большое влияние на жизнеспособность клеев оказывают температурные условия: ее можно увеличить, охлаждая клей. При подогревании клея жизнеспособность его резко сокращается. Например, при температуре 30 °С жизнеспособность рабочего клеевого раствора уменьшается более чем в 3 раза по сравнению с жизнеспособностью при температуре 18— 20 °С.
Рис. 2. График влияния температуры нагрева на время отверждения мочевино-формальдегидных смол: / – МФ-17, // — М-70
С увеличением количества отвердителя жизнеспособность уменьшается, и наоборот. Жизнеспособность карбамидных клеев можно увеличить, не только уменьшая количество отвердителя, но и добавляя небольшое количество (до 3%) веществ, замедляющих процесс возрастания вязкости клея. В качестве замедлителей могут быть использованы меламин, мочевина, уротропин. Содержание свободного формальдегида в готовом клеевом растворе оказывает вредное воздействие на человеческий организм. Из карбамидных смол наиболее безвредны УКС и М19-62. Порядок приготовления рабочих растворов карба-мидных клеев следующий. В чистую клеемешалку или бачок, охлаждаемый водой, заливают смолу и при постоянном перемешивании вводят по рецепту наполнитель. После получения однородной массы добавляют необходимое количество отвердителя и в течение 15— 20 мин раствор тщательно перемешивают. Рецепты и режимы приготовления рабочих растворов смол даны в табл. 3. Количество отвердителя, необходимое для приготовления рабочего раствора, подбирают для каждой полученной партии смолы и определяют опытным путем. Например, нужно определить количество хлористого аммония для приготовления рабочего раствора клея К-17 горячего отверждения. В 5 стаканчиков емкостью 150 мл помещают по 100 г смолы с наполнителем.
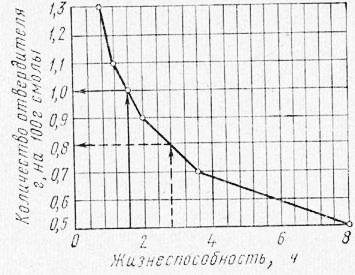
Рис. 3. Пример построения графика жизнеспособности карбамидных клеев
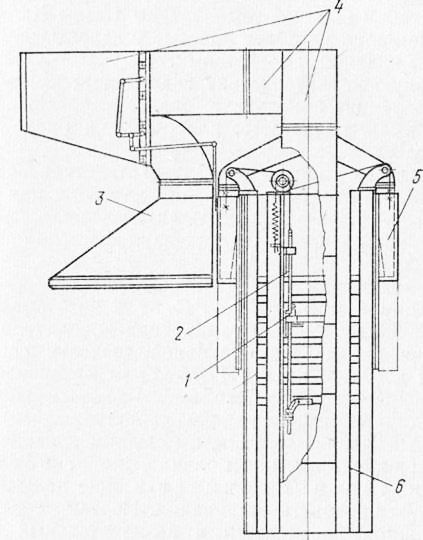
В каждый из стаканчиков при непрерывном помешивании добавляют следующие количества отвердителя: в стаканчик № 1 —0,5 частей по массе (к массе смолы), или 0,5 г; в стаканчик № 2 — 0,7 частей по массе, или 0,7 г; в стаканчик № 3 — 0,9 частей, или 0,9 г; в стаканчик № 4—1,1 части, или 1,1 г; в стаканчик № 5 — 1,3 части, или 1,3 г. Через каждые 15 мин во всех стаканчиках смесь перемешивают стеклянной палочкой (для каждого стаканчика должна быть отдельная палочка) и отмечают время, когда смесь потеряет текучесть (свернется). По полученным результатам строят график (рис. 3), в котором по оси абсцисс откладывают жизнеспособность клея в часах, а на оси ординат —количество введенного отвердителя. Такой график позволяет быстро определить нужное количество отвердителя для приготовления из смолы данной партии клеевого раствора нужной жизнеспособности. На графике для примера определена рецептура клея жизнеспособностью 96 и 168 мин. Следует иметь в виду, что при увеличении жизнеспособности клея требуется более длительная выдержка фанеруемых деталей в прессе под давлением. Теперь нужно определить потребное количество 10%-ной щавелевой кислоты для приготовления рабочего раствора клея К-17 холодного отверждения. В стаканчики с тем же количеством смолы и наполнителя добавляют следующие количества отвердителя: в стаканчик № 1—5 частей по массе (к массе смолы), или 5 г; в стаканчик № 2—10 частей, или 10 г; в стаканчик № 3—15 частей, или 15 г; в стаканчик №4 — 20 частей, или 20 г; в стаканчик № 5 — 25 частей, или 25 г. Отмечая время свертывания смолы в стаканчиках, строят график, как указано в предыдущем примере. По графику определяют потребное количество отвердителя для получения клея нужной жизнеспособности из данной партии смолы. Приготовлять клеи необходимо в помещении с температурой воздуха не ниже 18° С и относительной влажностью не выше 65%. Температура смолы перед приготовлением должна быть в пределах 18—20 °С. Количество одновременно приготовляемого раствора клея определяют в зависимости от его потребности с учетом жизнеспособности. Для получения смолы нужной вязкости можно смешивать смолы одной марки, но разной вязкости, добавлять не более 4 частей воды на 100 частей смолы или вводить наполнитель до 3% от массы смолы. Прочность клеевого шва при этом не снижается. Для рабочих растворов клея пригодна только эмалированная или металлическая луженая, фарфоровая, стеклянная посуда. Нельзя пользоваться клеянками и кистями, загрязненными другими клеями. Хранить рабочий раствор надо при температуре 18—20 °С в бачках, охлаждаемых водой. Специальные клеи Карбамидные модифицированные клеи приготовляют путем модификации одной марки карба-мидного клея специальными составами, в результате чего получают клей с улучшенными свойствами. Их применяют для приклеивания пластиков и пленок. Так, при модификации карбамидных клеев синтетическим латексом ДММА-65-1ПГ или МХ-30 получают клей, отличающийся по сравнению с карбамидными не-модифицированными клеями высокой жизнеспособностью, низким содержанием свободного формальдегида и эластичным клеевым швом. Благодаря эластичности клеевого шва клеи имеют хорошую адгезию к пластикам. Порядок приготовления рабочих растворов модифицированных клеев следующий. В чистую клеемешалку или бачок, охлаждаемый водой, заливают 70 частей по массе карбамидного клея и при постоянном перемешивании вводят 30 частей латекса. После получения однородной массы смесь выдерживают в течение 10—15 мин, после чего клей готов к употреблению. Модифицированные клеи могут быть приготовлены и на основе модификации карбамидных клеев поливи-нилацетатной эмульсией. Для приготовления клея берут 85—90 частей по массе карбамидного клея и 10—15 частей поливинилацетатной эмульсии 25%-ной концентрации. Быстроотверждающие карбамидные клеи применяют для ускоренного склеивания, например при фанеровании горячим способом в однопролет-ных прессах. Быстроотверждающие клеи приготовляют на основе специальных быстроотверждающих смол. Клеи – расплавы — это термопластичные клеи, которые становятся текучими при повышенной температуре и твердыми при комнатной. Их применяют для облицовки кромок в агрегатных станках. Клеи-расплавы не содержат растворителей. Их наносят на склеиваемые поверхности в горячем состоянии при температуре клея 170—190 °С, благодаря чему интенсивно смачиваются поверхности, создается хорошая адгезия к пористым и гладким поверхностям. Клеи-расплавы отверждаются, остывая до комнатной температуры. Сополимер этилена и винилацетата является основой клея-расплава, придающей ему адгезионные свойства, высокую текучесть при нагревании и прочность при охлаждении. Кумароновая смола и канифоль являются модификаторами. Они улучшают смачивающую способность клея-расплава, усиливая тем самым его адгезию, снижают вязкость клея-расплава до требуемой. Наполнители придают клеевому шву твердость, улучшают теплостойкость клея-расплава, снижают его стоимость. Пленочные клеи приготовляют, пропитывая тонкую бумагу карбамидными, мочевино-меламино-фор-мальдегидными или меламиновыми смолами. Клеи, изготовленные на основе карбамидных смол, прозрачны и не изменяют цвета древесины. Пленочные клеи применяют в производстве бумажных слоистых пластиков, при фанеровании деталей и др. Жизнеспособность пленочных клеев — не более двух месяцев, после чего они теряют клеящие свойства. Поливинилацетатные эмульсии в качестве клеящего вещества применяют для приклеивания пластиков. Поливинилацетатные эмульсии на предприятия поставляют в готовом виде. Перед употреблением раствор эмульсии разбавляют водой до вязкости 200—250 сек во ВЗ-4. Поливинилацетатные эмульсии обладают хорошей адгезией к различным материалам, безвредны, дают прочный и эластичный клеевой шов. Поливинилацетатные эмульсии термопластичны и в связи с этим отличаются низкой теплостойкостью. При температуре 60—70°С прочность склеивания резко падает. Недостатком поливинилацетатных эмульсий является также их низкая водостойкость. Поэтому их применяют для склеивания изделий, не подвергающихся в процессе эксплуатации действию высоких температур и повышенной влажности, например для облицовки пластиком торговой мебели. Охрана труда и производственная санитария при работе с синтетическими клеями Карбамидные смолы содержат от 0,5 до 4% свободного формальдегида, который выделяется в процессе фанерования. Формальдегид — бесцветный газ с удушливым запахом, легко улетучивается даже из водного раствора. Пары формальдегида имеют плотность, близкую к плотности воздуха, поэтому они равномерно распределяются в любом помещении. Пары формальдегида попадают вместе с воздухом в организм человека через дыхательные пути и поры кожи. Это вещество оказывает вредное воздействие на человеческий организм, вызывая нарушение его нормальной жизнедеятельности. Так, например, жидкий формальдегид, попадая на кожу человека, вызывает ожоги, наиболее опасные для слизистых оболочек глаз, рта, носа. Большинство людей мало восприимчиво к вредному воздействию этого вещества, но есть люди, организм которых слабо сопротивляется воздействию формальдегида. Охрана труда и производственная санитария предусматривают создание таких условий работы с этим веществом, при которых оно не может оказать неблагоприятного воздействия на человеческий организм. Для помещений, где формальдегид может испаряться и попадать в газообразном состоянии в воздух, установленная норма допустимого количества его в одном литре воздуха не более 0,005 мг. Приступая к работе, рабочий должен знать основные правила производственной санитарии. У рабочего места должен быть вывешен плакат с основными правилами производственной санитарии. Для-устранения вредного действия формальдегида при работе с синтетическими клеями рекомендуется установить верхнюю и нижнюю приточно-вытяжную вентиляцию на участках намазки деталей клеем, сушки и сортировки деталей, резания пленки, формирования пакетов, у прессов и в местах выдержки деталей после прессования. Особенно интенсивно формальдегид выделяется в процессе прессования фанеруемых заготовок в прессах с обогреваемыми плитами. Поэтому на предприятиях устанавливают автоматические устройства (рис. 14) для отсоса газов на прессах. Работает устройство следующим образом. При разомкнутых плитах пресса 6 подвижные шторы 5 поддерживаются фиксирующим устройством 1 в крайнем верхнем положении и газы отсасываются через вытяжной зонт 3. При смыкании плит пресса подвижные шторы 5 опускаются и занимают крайнее нижнее положение. В это время происходит прессование и интенсивное выделение газов, которые отсасываются через подвижные шторы. Указанное устройство создает безвредные условия работы на прессе. Кроме того, рекомендуются следующие мероприятия. 1. Синтетические клеи подавать к клеенаносящим станкам или ваннам по трубопроводам или в герметически закрытых емкостях.
Рис. 4. Автоматическое устройство для отсоса газов на прессах:
1 — фиксирующее устройство, 2 – механизм привода подвижных штор, 3 — вытяжной зонт, 4 — система воздуховодов, 5 — подвижные шторы, 6 — пресс
Реклама:Читать далее:Клеи животного происхожденияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|