|
|
Категория:
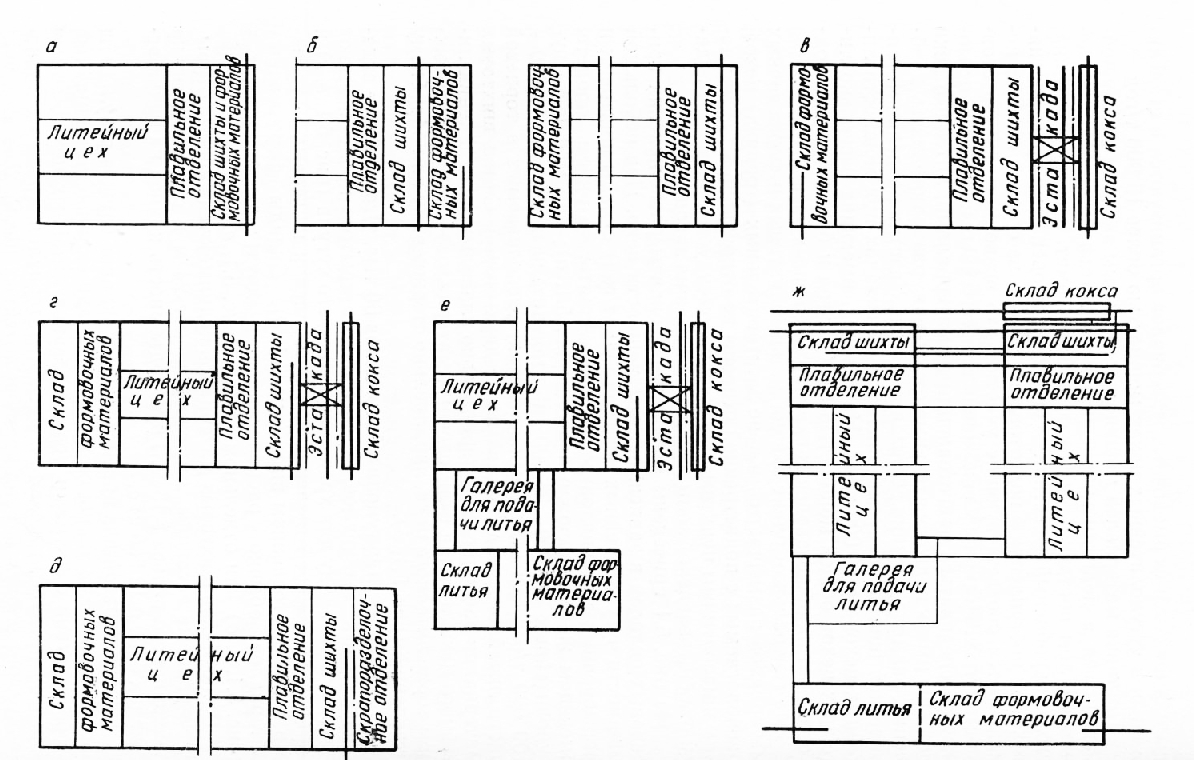
Литейные цеха Характерной особенностью литейного производства является потребление большого количества исходных материалов. На 1 т годного литья завозится 2,5—3 т различных материалов. Учитывая большой грузопоток материалов и многократную их перегрузку, вопросу механизации и автоматизации транспортно-складских работ должно уделяться особое внимание. Помимо обычных складских операций — выгрузки поступающих материалов, хранения и выдачи их, на складах выполняется также большой комплекс работ по подготовке материалов. Это требует применения высокопроизводительной подъемно-транспортной техники, преимущественно машин непрерывного действия. В зависимости от объема работ все склады машиностроительных заводов разделяются на общезаводские (базисные), прицеховые и цеховые. Общезаводские склады, обслуживающие все или несколько цехов завода через цеховые склады, организуются на небольших заводах, потребляющих исходные материалы в сравнительно малых количествах. Наоборот, на крупных заводах наилучшей формой организации складов и обслуживания ими цехов является система при-цеховых складов, так как это обеспечивает непосредственное питание производства, т. е. минуя цеховые склады. Количество перегрузок и связанных с этим отходов материалов значительно сокращается, также уменьшается потребность в средствах механизации. Для литейных заводов рекомендуется проектировать хранение исходных формовочных, шихтовых материалов, топлива и флюсов в базисных складах. Базисные склады комплектуются необходимым оборудованием для подготовки материалов. Для машиностроительных заводов при строительстве одного или двух литейных цехов с большим объемом производства склады формовочных, шихтовых материалов, топлива и флюсов рекомендуется проектировать при литейных цехах. В зависимости от производственной мощности литейных цехов склады шихтовых и формовочных материалов бывают объединенные и самостоятельные. В объединенных складах хранятся как шихтовые, так и формовочные материалы. Организуются они при литейных цехах мощностью не более 15 000 т/год. Самостоятельные склады для шихты и формовочных материалов организуются в сталелитейных и чугунолитейных цехах мощностью более 15 000 т/год. Поставка материалов машиностроительным заводам может производиться в подготовленном или неподготовленном виде. Разделанный лом поставляется базами Вторчермет, а молотые глина, уголь и дробленый известняк — специализированными предприятиями. При поступлении в подготовленном виде из состава складов исключаются соответствующие участки, что позволяет снизить стоимость литья. Поскольку снабжение всех литейных цехов пока не может обеспечиваться подготовленными материалами, литейные цехи должны иметь подготовительные отделения: разделки шихты, дробления, размола и сушки глины, песка и др. Участки разделки металлической шихты предусматриваются на складах при мощности литейных цехов до 60 ООО т/год. На заводах, имеющих несколько литейных цехов общей мощностью 60 ООО т/год и больше, шихту подготовляют на общезаводских скрапоразделочных базах. На генеральном плане завода склады шихтовых и формовочных материалов размещаются в зоне заготовительных (горячих) цехов, располагаемых с подветренной стороны по отношению к другим цехам и населенным пунктам. Эту зону рекомендуется размещать вдали от общезаводской зоны и главного входа на завод. На рис. 1 приведены различные варианты расположения при-цеховых складов в зависимости от мощности цеха. При небольшой мощности чугунолитейных цехов (15 000 т/год) склады шихтовых и формовочных материалов должны размещаться в одном пролете, имеющем железнодорожный ввод (рис. 1, а); при мощности чугунолитейных 25 000—35 000 и сталелитейных цехов 60 000 — 100 000 т/год — в отдельных пролетах, располагаемых в торцевой части литейного цеха с одной или с двух сторон. Склад шихтовых материалов располагается параллельно плавильному отделению литейного цеха, а склад формовочных материалов —- в противоположном торце литейного цеха, параллельно стержневому или обрубному отделению (рис. 1, б). При мощности чугунолитейных цехов 60 тыс. т/год и более склады шихтовых материалов, помимо одного крытого пролета, имеют крановую эстакаду для хранения штыкового чугуна (рис. 1, в, г) и скрапоразделочное отделение при поступлении шихтовых материалов в неподготовленном виде (рис. 1, д). Склады формовочных материалов обычно располагаются в двух крытых пролетах (рис. 1, г, д) или отдельном здании (рис. 1, е, ж). Для складов шихтовых материалов принимаются типовые открытые крановые эстакады, имеющие пролет 24 м и отметку головки подкранового рельса 8,15 м. Грузоподъемность кранов на таких эстакадах 5&00 и 12 500 кГс. Исходной базой для проектирования складов служат результаты расчетов площади закромов и всей площади складов, выполняемые в соответствии с нормами проектирования литейных цехов. Этими нормами предусматриваются: расход материалов, сроки их хранения, режим работы и фонд времени литейных цехов. Для всех участков складов литейных цехов серого и ковкого чугуна установлен-параллельный двухсменный режим работы. Для складов сталелитейных цехов принят параллельный трехсменный режим работы.
Рис. 1. Варианты планировок литейных цехов и расположение прпцеховых складов
Количество материалов, хранящихся на складе, определяется согласно расчетам плавильного и смесеприготовительного отделений. Расход вспомогательных материалов устанавливают на основании принятых нормативных данных по каждому виду изделия. В качестве технологического оборудования на складах шихты используют чушколомы, дробилки, копры, аллигаторные ножницы, барабаны непрерывного действия, установки для грохочения кокса и дробления известняка. Для взвешивания составляющих шихты применяются стационарные шихтовочные весы, крановые весы и электровесовые тележки. Выгрузка шихты из вагонов в закрома хранения 12 производится мостовым краном с магнитной шайбой. Каждый компонент шихты хранится в отдельном закроме. Выгрузка кокса и известняка и дальнейшая их транспортировка могут осуществляться по одному из трех вариантов. По первому варианту разгрузка кокса и известняка, передача в бункера грохочения, дробления и в расходные бункера производится мостовым краном, оборудованным съемным моторным грейфером. По второму варианту, применяемому при мощности чугунолитейных цехов 60 000 —100 000 т/год, для хранения кокса и известняка предусматриваются подрельсовые бункерные склады, располагаемые параллельно складу шихты. Выгрузка кокса и дробленого известняка из вагонов-гондол в подрельсовые бункера производится самотеком через люки. Кокс из бункеров транспортируется ленточными транспортерами. После грохочения кокс поступает в бадью скипового подъемника. Подача известняка со склада в расходные бункера производится также транспортной системой, минуя грохот. Бункерные склады кокса и известняка получили самое широкое применение. Они обеспечивают высокий уровень механизации складских работ с наименьшим количеством средств механизации и минимальным процентом отходов материалов. Недостатком является большое заглубление подземной части, что удорожает строительную стоимость. К третьему варианту для чугунолитейных цехов мощностью 60 000 —100 000 т/год относятся склады для хранения кокса и известняка полубункернсго типа. Это легкое неотапливаемое помещение с земляными облицовочными откосами (угол наклона к горизонту 50°), образующими траншею для складирования материалов, под которой находится туннель выдающего конвейера. Кокс и известняк из саморазгружающихся вагонов выгружаются в приемные устройства, откуда но системе ленточных конвейеров подаются на склад. Выдача кокса и известняка в литейный цех производится системой ленточных конвейеров через вибродозаторы, установленные в перекрытии подземного туннеля. Недостатком этих складов является большая протяженность транспортных средств, а также большая площадь. Следующим комплексом работ на складе является приготовление шихты. Для шихтовки разработан ряд линий, работающих в полуавтоматическом и автоматическом режимах. Склады формовочных материалов имеют участки приема песка, глины и угля, хранения формовочных материалов, сушки песка и глины, просевки песка, размола глины и угля, приготовления глинистой и глиноугольной суспензии. Песок на склад поступает обычно в саморазгружающихся вагонах. На самостоятельных складах для разгрузки песка служат специальные устройства, располагаемые вне или внутри склада. Такие приемные устройства оборудованы подъемником для закрывания люков вагонов, разгрузочной машиной для выгрузки песка при поступлении его в гондолах, буроразрыхлитель-ной машиной для рыхления смерзшихся грузов, виброзачистной плитой с вибраторами для очистки вагонов от остатков груза и устройством для передвижения вагонов в процессе их разгрузки. Выгрузка песка и глины в объединенном складе небольшой мощности осуществляется мостовыми кранами, оборудованными грейферами. Для сушки песка и глины на складе предусматривается участок, оборудованный барабанными сушилами. При наличии пневмотранспорта сушку песка рекомендуется производить в пнев-мопотоке горячих газов. Производительность установки для сушки песка в воздушном потоке — до 15 т/ч. Площадь, занимаемая установкой, составляет около 100 м2. По сравнению с барабанными сушками установки для сушки песка в пневмопотоке более экономичны. Например, установка производительностью 2—3,5 т/ч сухого песка потребляет всего 30 м3 природного газа на 1 т песка, это в 2—3 раза меньше, чем в барабанных сушилах. Для просева песка применяются полигональные и механические сита. Помол угля и глины производится в шаровых, молотковых, вальцовых или конусных мельницах. Шаровая мельница типа Ш4 имеет производительность 4 т/ч, а мод. 151М—50 кг/ч при мощности привода 2,8 кВт и габаритах 1300Х 1390Х 1500 мм. При использовании в смесях глинистых суспензий сушка и размол глины исключаются. Глинистая суспензия приготовляется в месильной установке на специальном участке и транспортируется к месту потребления приводными насосами с помощью системы трубопроводов. В литейном цехе Волгоградского тракторного завода работает участок приготовления глинистой суспензии производительностью 90 т/ч. Регенерация отработанной смеси может производиться мокрым и сухим способом. Мокрый способ рекомендуется применять, когда выбивка стержней из отливок производится гидравлически. При этом используют конусные, реечные и спиральные классификаторы и центрифуги. Расход воды в классификаторах различных типов составляет 1—5 м3 на 1 т промытого материала. При выбивке смеси сухим методом применяют установки для сухой регенерации в виде коронных электрорегенераторов типа 180 с производительностью 2,5 т/ч, 187М — 5 т/ч, 189М— 10 т/ч. Жидкие крепители хранятся на складах горючего в специально оборудованных емкостях подземного хранения, обогреваемых в зимнее время. Подача крепителей к местам потребления осуществляется по трубам с обогревом, а при небольших объемах потребления — в таре колесным транспортом. Трубопроводы для огнеопасных крепителей прокладываются в специальных отдельных каналах. Рассмотренная схема механизации склада формовочных материалов рассчитана на поступление угля и глины в подготовленном (пылевидном) состоянии. Для хранения пылевидных угля и глины предусмотрены самостоятельные прирельсовые хранилища силосного типа. Выгрузка глины и угля из железнодорожных цистерн в силосы, а также выдача на участки использования производится оборудованием пневматического транспорта. Для хранения больших количеств песка находят применение башенные склады (силосы) с механизацией, аналогичной механизации вышеописанного склада. Они занимают по площади значительно меньше пространства, чем склады другого типа. Например, склад грейферного типа емкостью 20 000 м3 потребовал бы площадь здания примерно 6000 м2, тогда как башенный склад занимает всего 1100 м2. Для обслуживания такого склада грейферного типа потребовалось бы не менее шести грейферных кранов и 18 крановщиц при работе в три смены. Склад башенного типа обслуживается всего тремя операторами. Реклама:Читать далее:Склады оснастки, стержней и отливокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|