|
|
Категория:
Опиливание металла Далее: Виды формообразований Опиливанием называют метод размерной обработки заготовок напильником. Опиливание предназначено для получения необходимой формы, размера, шероховатости и расположения поверхности. Опиливают такие поверхности заготовок, обработка которых на станках технически невозможна или экономически нецелесообразна (рабочие полости штампов, пресс-форм и т. п.). Опиливание применяют и для подгонки сопряженных поверхностей деталей на месте сборки изделия. Виды опиливания. Опиливание бывает ручное и машинное. Опиливание с целью повысить качество поверхности иногда называют зачисткой. Опиливание основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника), выполненными в виде клина. Каждый режущий клин срезает с заготовки слой материала и превращает его в стружку, которая размещается в стружечном пространстве.
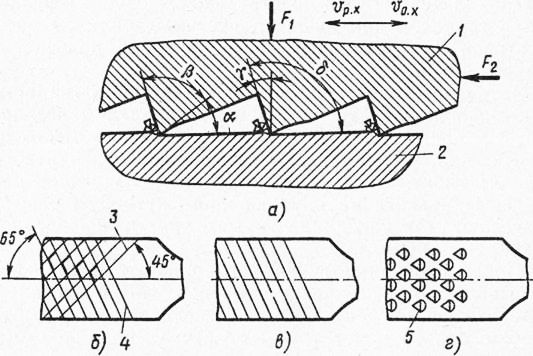
Рис. 1. Режущие элементы различных типов напильников:
а — процесс опиливания, б, в; г — двойная, одинарная и точечная (рашпиль-ная) насечки соответственно; 1 — напильник, 2 — заготовка, 3 — вспомогательная насечка, 4 — основная насечка, 5 — режущая кромка; у — передний угол, а — задний угол, fi — угол заострения, 6 — угол резания
При опиливании напильник двигают вручную вперед (от себя) со скоростью Цр.х. рабочего хода и назад (на себя) со скоростью v0.x. обратного хода (рис. 1, а). Горизонтальную силу прикладывают как при рабочих, так и при холостых ходах, а вертикальную (двумя руками) — только при рабочих ходах. Чтобы напильник всегда был параллелен обрабатываемой поверхности, в начале рабочего хода на напильник сильнее нажимают левой рукой, а по мере его движения нажим левой рукой уменьшают, а правой — увеличивают. Режущий инструмент для опиливания. Напильник представляет собой многолезвийный режущий инструмент, у которого зубья расположены на поверхностях стальных закаленных брусков, имеющих различные профиль поперечного сечения и длину. Напильник имеет рабочую часть и хвостовик. Оттянутую часть называют носком. На рабочей части различают узкую сторону, широкую сторону и ребро. Зубья напильника получают насеканием, фрезерованием; шлифованием и другими технологическими методами. Наибольшее распространение получило насекание зубьев на насекальных станках специальными зубилами. Насеченные зубья более прочны. Напильники изготовляют с различными по длине и форме режущими кромками. Короткую кромку в виде неправильного треугольника получают двойной насечкой, длинную (прямую или радиусную) кромку— одинарной насечкой. Короткую кромку получают также рашпильной (точечной) насечкой. Слесарные напильники общего назначения обычно имеют двойную насечку — основную (под углом 65°) и вспомогательную (под углом 45°). Последняя делит основную насечку на многочисленные зубья, что позволяет при одинаковой затрате сил увеличить количество снимаемой стружки.
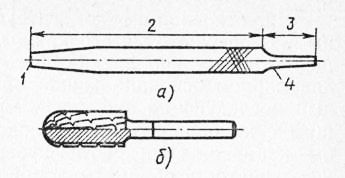
Рис. 2. Стержневой напильник (а) и борфреза (б):
1 — носок, 2 — рабочая часть, 3 — хвостовик, 4 — заплечик
Шаг основной и вспомогательной насечек делают разным. В результате этого каждый последующий зуб смещен относительно предыдущего в направлении, перпендикулярном оси напильника. Без такого смещения каждый последующий зуб следовал бы строго за предыдущим и на обрабатываемой поверхности образовывались бы канавки. Перекрытие зубьев обеспечивает низкую шероховатость обрабатываемой поверхности. Величина стружечного пространства оказывает большое влияние на качество и производительность опиливания. Объем стружечного пространства определяется шагом насечки, т. е. числом основных насечек на длине 10 мм. Это число определяется номером насечки. Слесарные напильники общего назначения имеют шесть номеров насечек — от нуля (наибольший шаг) до 5 (наименьший шаг). По форме поперечного сечения напильники общего назначения бывают: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Напильники общего назначения изготовляют длиной 100; 125; 150; 200; 250; 300; 350 и 400 мм. Напильники маленьких размеров называют надфилями. Выпускаемые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7 и 8. Формы поперечного сечения надфилей такие же, как напильников общего назначения. Кроме того, выпускают надфили трехгранные односторонние, овальные и пазовые. Каждый тип надфиля выпускают трех типоразмеров. Общая длина соответственно 100; 120 и 160 мм; длина рабочей части соответственно 50; 60 и 80 мм. Слесарные напильники общего назначения и надфили делают из сталей У12, У12А, У13 и У13А. Допускается изготовление напильников из сталей 13Х и ШХ15. Напильники закаливают до твердости 54 HRQ. Напильники для труднообрабатываемых материалов изготовляют из сталей 14ХФ и 13Х, а также из быстрорежущей стали. Они отличаются от напильников общего назначения числом и углами наклона насечек. Их широкие поверхности имеют радиусную форму, благодаря чему в работе одновременно участвует меньшее число зубьев. При машинном опиливании применяют стержневые напильники и борфрезы. Стержневой напильник в отличие от слесарного имеет хвостовик, с помощью которого он крепится в машине. При опиливании штампов и пресс-форм широко применяют концевые и насадные борфрезы (диаметром 3 — 32 мм) цилиндрической, угловой, дисковой и другой формы. Изготовляют борфрезы из быстрорежущей стали или из инструментальной стали У12А и закаливают до твердости 66 HRCs. Борфрезы делают с особо крупным, крупным, средним, мелким и особо мелким зубом. Оборудование и приспособления для опиливания. Опиливание вручную обычно производят за слесарным верстаком. Заготовку устанавливают в слесарных тисках, оснащенных алюминиевыми или медными нагубниками и деревянными прокладками, предохраняющими обработанные поверхности от повреждений. Обработку заготовки борфрезами выполняют с помощью электрической машины с гибким валом. Опиливание стержневыми напильниками осуществляют на стационарных опиловочных станках. Использование приспособлений типа копиров позволяет повысить производительность опиливания, так как при этом в процессе работы не надо контролировать отклонение формы и расположения обрабатываемых поверхностей. Последовательность и приемы выполнения работ при опиливании. Поверхность заготовки очищают от грязи, масла и окалины. Твердую поверхностную корку отливок и поковок предварительно удаляют старым напильником или зубилом. Затем заготовку размечают. При выборе напильника необходимо учитывать физико-механические свойства обрабатываемого материала, размеры, форму обрабатываемой поверхности и ее расположение относительно других поверхностей заготовки, величину припуска на обработку, требуемую точность и шероховатость поверхности. Плоские и плоские остроносые напильники применяют для обработки плоских и выпуклых поверхностей, канавок. Квадратные и прямоугольные пазы и отверстия опиливают квадратными напильниками. Трехгранные напильники удобны при обработке острых углов в пазах, а также трехгранных и многогранных отверстий. Круглые и овальные отверстия, вогнутые поверхности опиливают круглыми напильниками; вогнутые и плоские — полукруглыми; узкие фасонные поверхности, прорези и канавки — ромбическими. Длину напильника рекомендуется выбирать на 150— 200 мм больше длины опиливаемой поверхности. Для очень точной обработки небольших поверхностей и твердых материалов используют надфили. Грубое опиливание мягких материалов, пластмасс и дерева рационально проводить рашпилями. Опиливание производят последовательно каждым типом напильника (начиная с наиболее грубого и кончая наиболее точным). Заготовку устанавливают в тисках так, чтобы разметочная риска была хорошо видна, а опиливаемая поверхность располагалась горизонтально. Для повышения производительности и качества обработки применяют перекрестное опиливание: сначала всю поверхность опиливают косым штрихом слева направо; потом — прямым штрихом; затем — косым штрихом справа налево. В результате неправильной эксплуатации напильники теряют режущие свойства. Если на рабочую часть напильника попало масло или частицы стружки забили его впадины, то он становится непригодным для работы. Засаленные напильники очищают твердым куском древесного угля. От стружки напильник очищают заостренной лопаточкой из мягкого железа (или латуни) и стальной жесткой щеткой. Очистку ведут в направлении верхней насечки. Перед опиливанием алюминиевых сплавов напильник следует натереть стеарином в целях уменьшения его засаливания. При опиливании контролируют шероховатость, форму, размеры и расположение поверхности. Шероховатость, как правило, контролируют по эталонным образцам. Отклонение от плоскостности (наиболее распространенный вид брака при опиливании) контролируют поверочной линейкой (на просвет). Взаимное расположение поверхностей контролируют угольниками, шаблонами и угломерами; линейные размеры проверяют штангенциркулями. Реклама:Читать далее:Виды формообразованийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|