|
|
Категория:
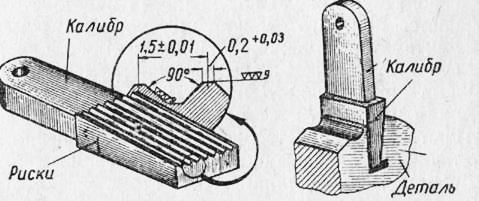
Слесарно-инструментальные работы Типичными примерами слесарных операций при изготовлении сборного инструмента служит пригонка пазов под вставные зубья и пригонка посадочных гнезд для вставного инструмента. После механической обработки корпуса и окончательного изготовления зубьев сборного инструмента выполняются сборочные операции. Очень часто с целью соблюдения требований взаимозаменяемости пазов корпуса слесарную пригонку зубьев производят по калибрам до процесса сборки. На рис. 1 изображена конструкция калибра и дана схема пригонки к нему детали. Пригонка состоит в слесарной обработке гладкой стороны гнезда под вставной зуб. В обработанные гнезда вставляются зубья и затем заколачиваются медным молотком — сначала легкими ударами, а затем более сильными до полной посадки зубьев. Произведенная перед этим пригонка гнезд по калибрам обеспечит одинаковую посадку всех зубьев, по высоте. С этой целью иногда оставляют припуск на последующую обработку отверстия равный 0,02— 0,03 мм. В производстве режущего инструмента часто появляется необходимость в пригонке посадочных гнезд под вставной инструмент. В большинстве случаев эти гнезда представляют прямоугольные пазы, симметрично расположенные относительно оси инструмента. Пазы могут быть выполнены или в виде одного сквозного прямоугольного отверстия, проходящего в диаметральном направлении, или в виде нескольких отверстий, расположенных под определенными центральными углами друг к другу. Так же применимы здесь и те расчеты, которые были приведены для выполнения измерений по этим схемам. Обработка гнезд может быть значительно упрощена, если работу производить с применением специальных слесарных наметок (рис. 2). Будучи установлены на детали, наметки позволяют получить правильные размеры, геометрию и положение обрабатываемых поверхностей и устранить брак при обработке посадочных гнезд. Такая же наметка может быть использована и при слесарной обработке гнезд, расположенных под углами друг к другу. Посадка зубьев при сборке приводит к деформациям корпуса, а едовательно, и к изменению формы и размеров посадочного отверстия инструмента. Исправить его можно доводкой чугунными притирами.
Рис. 1. Пригонка пазов под вставные зубья
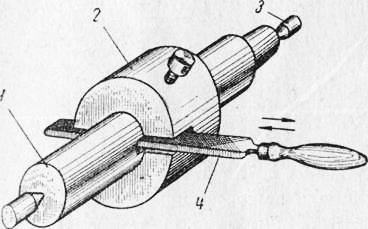
Рис. 2. Схема слесарной пригонки пазов под вставной инструмент:
1— деталь-. 2 — наметка; 3 — упорный центр; 4 — рабочий инструмент.
Реклама:Читать далее:Cлесарные приемы заточки режущего инструментаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|