|
|
Категория:
Шлифовальные станки При снятии металла шлифованием выделяется в несколько раз больше теплоты, чем при других видах механической обработки. Основным назначением СОЖ являются: образование в зоне резания защитных пленок, препятствующих непосредственному контакту между зернами абразива и обрабатываемой поверхностью, что способствует снижению выделения теплоты, также предохраняет абразивные зерна от налипания металла; интенсификация отвода теплоты из зоны резания; вымывание и отвод из зоны резания отходов шлифования; улучшение шероховатости обработанной поверхности. При шлифовании применяют следующие смазочно-охлаждающие жидкости: эмульсолы Аквол-2 и Укринол 1; 2 и 12. Основу эмульсолов Укринол и Аквол составляют минеральные масла, в которые вводят поверхностно-активные вещества, обеспечивающие его эмульгируемость в воде с образованием эмульсий молочного-цвета. Аквол-2, кроме того, содержит противозадирные и противоизносные присадки — активные хлор и серу.
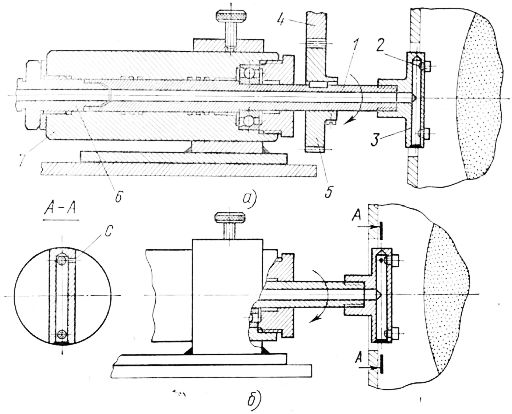
Рис. 1. Насадка высокого давления для подачи СОЖ на рабочую поверхность круга с помощью вращающихся сопл: В последнее время выпускают специальные насадки высокого давления, которые совершают осциллирующее движение вдоль образующей круга. Разновидностью такого способа является подача СОЖ под высоким давлением на поверхность круга вне зоны резания через одно или несколько сопл. В зависимости от их расположения можно смазывать и очищать рабочие поверхности кругов На рис. 150 представлено устройство для подвода под давлением СОЖ с помощью вращающихся сопл. СОЖ поступает от насоса высокого давления, в осевой канал полого вала, а затем — через сменные жиклеры, ввернутые в сопло, на поверхность круга. Сопло приводится во вращение электродвигателем через зубчатую передачу 4—5 или реакцией струи жидкости, вытекающей под давлением из одного или нескольких тангенциальных отверстий С. В этой конструкции отсутствуют сальники, так как утечки СОЖ предотвращаются за счет дросселирования жидкости в малых зазорах между вращающимся валом и штуцером, валом и корпусом.
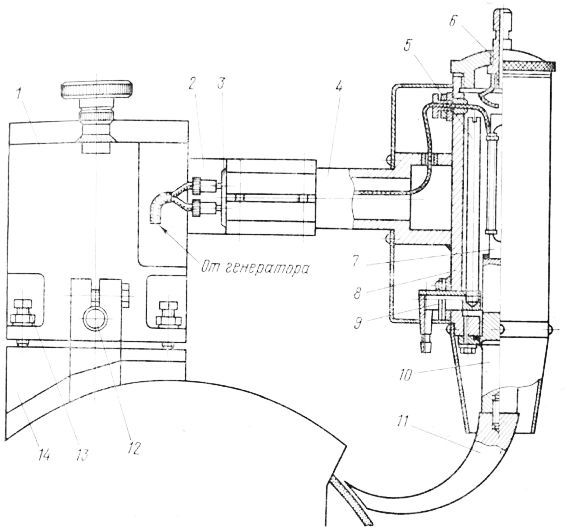
Рис. 2. Взаимодействие воздушных и жидкостных потоков при шлифовании: Разработан гидроаэродинамический способ подачи СОЖ. Сущность его состоит в том, что кинетическая энергия воздушных потоков, создаваемых шлифовальным кругом, используется для повышения скорости движения потока СОЖ при ее подходе к зоне шлифования. С помощью специального поток СОЖ направляется на рабочую поверхность круга, очищая ее от налипания металла и отходов шлифования. Эффективность СОЖ можно повысить, передавая через нее ультразвуковые колебания на круг. Источником ультразвуковых колебаний в диапазоне 20—40 кГц является магнитострикционный’ преобразователь. К торцу ультразвукового концентратора крепится алюминиевая насадка, являющаяся составной частью трубопровода с охлаждающей жидкостью. Поток СОЖ через насадку подается на круг. Ультразвук через рабочую жидкость воздействует на частицы металла, срывая их с поверхности круга, и рабочая жидкость уносит их в своем потоке. Облегчается удаление стружки из пор, что объясняется ослаблением связи между стружкой и кругом. Все это приводит к увеличению периода стойкости круга и улучшению качества обработки, что особенно эффективно при обработке жаропрочных сталей и вязких металлов. Конструкция ультразвуковой установки для очистки абразивных кругов в процессе шлифования приведена на рис. 3. Установка состоит из головки, расположенной на кожухе шлифовальной бабки и ультразвукового лампово-транзисторного генератора мощностью 200 Вт (типа УЗК-0,2ЛТ). Последний установлен на специальном кронштейне, закрепленном на станине станка с тыльной стороны. Питание от ультразвукового генератора подводится к колодке, откуда подается на магнитострикционный преобразователь полненный из набора пластин. Благодаря кавитации рабочей жидкости, из пор круга выходят на-пшие частицы обрабатываемого металла, т. е. происходит его очистка. Наибольшая эффективность очистки достигается при зазоре между образующей круга и излучающим торцом волновода 0,1 — 0,2 мм. Для регулировки величины зазора корпус головки монтируется на суппорте, имеющем неподвижную стойку и каретку. Изменение зазора достигается перемещением волновода в вертикальном направлении с помощью маховичка. Дополнительная регулировка положения волновода относительно круга производится разворотом суппорта с головкой на оси, смонтированной в кронштейне пяты, которая жестко соединена с кожухом круга. В державке каретки закреплен хвостовик с приваренным к нему цилиндром, в котором установлен преобразователь. Охлаждение последнего производится эмульсией от основной магистрали станка. СОЖ через штуцер подается в полость цилиндра, заполняет его до уровня трубки и стекает по ней через штуцер на излучающий торец волновода, таким образом достигается охлаждение детали и очистка круга.
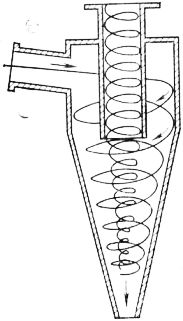
Рис. 3. Ультразвуковая установка для подачи СОЖ на рабочую поверхность круга Для получения высокого качества обработанной поверхности и повышения стойкости кругов СОЖ очищают от отходов абразива и металла. Наиболее дешевым и производительным устройством для очистки СОЖ является циклон. Очистка СОЖ в циклоне происходит следующим образом: загрязненную СОЖ подают в коническую полость циклона через отверстия, расположенные по касательной. Под действием центробежной силы, возникающей при вращении жидкости, тяжелые частицы направляются к стенкам и движутся затем к выходному отверстию вместе с некоторой частью жидкости. В центре вихря сосредотачивается 85—95% жидкости, она поднимается и отводится через верхнее отверстие. Циклоны задерживают 70—90% примесей (для маловязких СОЖ) в виде частиц, размером свыше 10 мкм. Преимуществом циклона является возможность очистки СОЖ как от металлических, так и неметаллических частиц. Главным преимуществом применения циклонов является компактность и простота конструкции, высокая производительность, надежность.
Рис. 4. Очистка СОЖ на шлифовальных станках с помощью циклона Для тонкой очистки СОЖ применяют магнитные сепараторы.
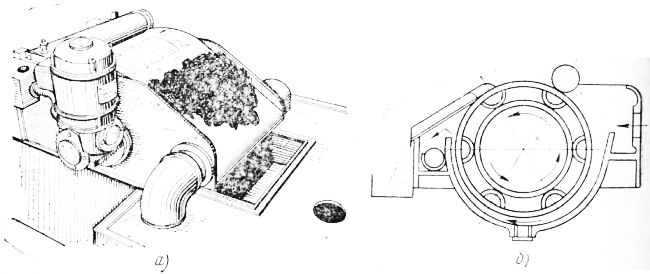
Рис. 5. Магнитный сепаратор для очистки СОЖ: В баке сепаратора помещается барабан, на котором располагается 6—12 постоянных магнитов, обращенных полюсами к периферии барабана. Металлические частицы, находящиеся в жидкости во взвешенном состоянии, попадая в магнитное поле, притягиваются магнитами к поверхности барабана. Скапливающийся в барабане шлам поднимается вверх, выжимается резиновым валиком соскабливается латунным ножом в сборник. Более тонкая очистка осуществляется комбинированными установками, в которых используется фильтровальная бумага. СОЖ, прошедшая предварительную очистку в магнитном сепараторе, стекает на фильтровальную бумагу и далее поступает в бак. Над резервуаром расположен поплавок. Пока фильтровальная бумага пропускает всю жидкость, поплавок находится в нижнем положении. При засорении фильтровальной бумаги уровень жидкости над ней повышается, поплавок поднимается и воздействует через тягу на конечный выключатель, который включает электродвигатель перемещения транспортера. Реклама:Читать далее:Модернизация металлорежущих станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|