|
|
Категория:
Слесарно-механосборочные работы Далее: Валы, оси и опоры Неподвижное соединение двух деталей запрессовкой одной в другую, обеспечивающее прочное соединение без дополнительного крепления, называется соединением с гарантированным натягом. Сущность этого метода заключается в том, что охватываемая деталь имеет диаметр больший, чем отверстие охватывающей. Такое соединение обеспечивает гарантированный натяг, так как возникают силы сцепления, препятствующие относительному смещению сопрягаемых деталей. Соединения с гарантированным натягом могут передавать крутящие моменты, осевые усилия или то и другое одновременно.
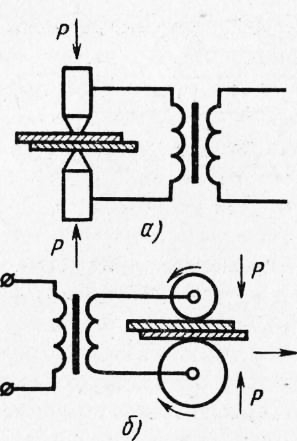
Рис. 1. Схемы контактной сварки:
а — точечной, 6 — шовной
В сборочных цехах детали запрессовывают ручными, гидравлическими и пневматическими прессами. Запрессовку прессом выполняют сначала медленно и с небольшим усилием, а в конце резко нажимают на запрессованную деталь, чтобы она плотнее села на место. При этом следят за тем, чтобы не было перекоса. Для запрессовки крупных деталей применяют различные горизонтальные и вертикальные прессы с гидравлическим и пневматическим приводами.
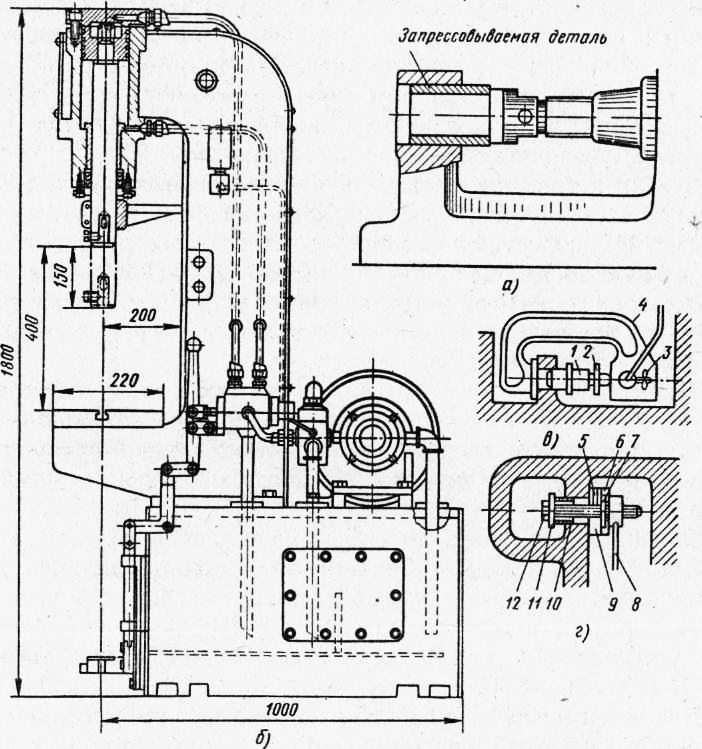
Рис. 2. Оборудование для запрессовки деталей:
а — винтовой домкрат, б — гидравлический пресс, в — гидравлическое приспособление, г — винтовое приспособление; 1 — запрессовываемая ось, 2 — шток, 3 — регулятор давления, 4 — скоба, 5 – промежуточная шайба, б — крышка, 7 — гайка, 8 — трещоточный ключ, 9 — упорное приспособление с шарикоподшипником, 10 — запрессовываемая втулка, 11 — шайба, 12 — винт
Запрессовка небольших деталей в тяжелые крупные корпуса в труднодоступных местах осуществляется с помощью пневматических и гидравлических, а также ручных винтовых домкратов и других винтовых приспособлений, которые требуют сравнительно небольших усилий со стороны рабочего и обеспечивают плавность и надежность запрессовки. Процесс соединения деталей с помощью нагрева охватывающей детали или охлаждения охватываемой основан на том, что при нагревании охватывающая деталь расширяется, в то время как охватываемая при охлаждении сжимается, в результате облегчается посадка одной детали на другую. В соединениях, выполняемых по этому способу, создаются натяги в два раза больше, чем в обычных прессовых соединениях, а прочность повышается примерно в три раза. Происходит это потому, что в данном случае неровности сопрягаемых поверхностей не сглаживаются, а как бы сцепляются друг с другом, увеличивая прочность соединения. Детали нагревают в масле, в нагревательных печах, током высокой частоты, газовыми горелками, в горнах и другими методами. Из применяемых способов наибольшее распространение в машиностроении получил нагрев деталей в масле. Это объясняется простотой нагревательных установок. Кроме того, масло не требуется удалять с поверхности нагретых деталей, так как оно улучшает запрессовку. Температура нагрева деталей, так же как и величина натяга, задается техническими условиями на сборку соединения. В тех случаях, когда охватывающая деталь имеет очень большие размеры и нагревать ее нецелесообразно, охлаждают охватываемую деталь. Обычно запрессовка способом охлаждения охватываемой детали применяется для небольших тонкостенных деталей. Для охлаждения применяют жидкий воздух, кислород или азот, дающие разность температур до 473 К (200 °С), а также твердую углекислоту (сухой лед), дающую разность температур до 373 К (100 °С). Находит применение способ запрессовки с применением активной смазки. Этот способ заключается в том, что на сопрягаемые поверхности деталей наносят порошкообразный сернистый молибден, в результате чего запрессовка требует меньших усилий и при разборке не возникает задиров. Детали под запрессовку должны иметь правильную геометрическую форму (эллипсность по сечению, конусность по длине и т. д. недопустимы). Отклонение от правильности формы деталей не только влияет на усилие запрессовки и возможные искажения деталей после запрессовки, но и на работу машин. Так, запрессовка подшипников качения на детали с эллиптическими посадочными местами приводит к искажению формы колец подшипников, содействует увеличению давления на шарики и более быстрому выходу подшипников из строя, а также усилению при высокой частоте вращения шума. Реклама:Читать далее:Валы, оси и опорыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|