|
|
Категория:
Слесарно-механосборочные работы Соединение деталей дуговой сваркой. При дуговой сварке металл плавится под действием теплоты электрического тока. Для получения вольтовой дуги применяют сварочные машины и аппараты постоянного и переменного тока. Процесс сварки осуществляется следующим образом. В электрическую цепь сварочной установки (рис. 1) включают свариваемые детали, противоположным полюсом является присадочный материал (электрод), который изготовляют из мягкой стальной проволоки диаметром 2—12 мм с содержанием углерода до 0,25 % и который плавится под действием теплоты вольтовой дуги; расплавленный металл электрода заполняет кратер, образуемый вольтовой дугой. Температура дуги в момент сварки достигает 6973 К (6700 °С). Дуговая сварка дает возможность получить различные соединения и швы.
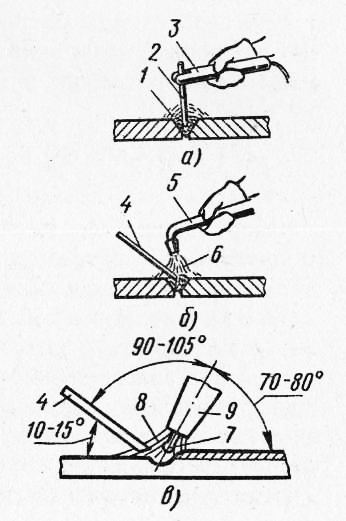
Рис. 1. Схема электрической цепи дуговой сварки:
1 — заводская сеть, 2 — рубильник для включения двигателя в сеть, 3 — электродвигатель, 4 — сварочный генератор, 5 – рама сварочной машины, 6 — сварочные провода, 7 — электрододержатель, 8 — свариваемая деталь
Качество сварочных работ улучшается в случае применения автоматической дуговой сварки под слоем флюса и в среде защитных газов. Для легких сплавов — алюминиевых, магниевых — широкое распространение получает защита места сварки струей инертных газов: аргона, водорода и углекислого газа. Полуавтоматическая аргонодуговая сварка. Этот вид сварки характеризуется большой производительностью, чистотой шва, отсутствием флюсов и шлака, малой зоной нагрева, уменьшением коробления деталей, применяется в основном для сварки алюминия, медных сплавов и нержавеющих сталей. Соединениедеталейгазовойсваркой. При газовой сварке производят местный нагрев свариваемых металлов до температуры плавления и сваривают их с помощью присадочного материала. Металлы нагревают газовой горелкой. Температура при горении смеси достигает 3373 — 3473 К (3100-3200 °С). В качестве присадочного материала при сварке низкоуглеродистой стали применяют проволоку с содержанием (%): 0,06 — 0,1 углерода, 0,1—0,25 кремния и 0,2—0,4 марганца. Соединение деталей контактной сваркой. Видами контактной сварки являются точечная, шовная и стыковая. При точечной и шовной сварке электрический ток пропускают через электроды, сжимающие листы, положенные внахлестку, а при стыковой — через листы, положенные встык. В процессе сварки в месте соединения листов с электродом при прохождении через них тока металл нагревается и листы свариваются.
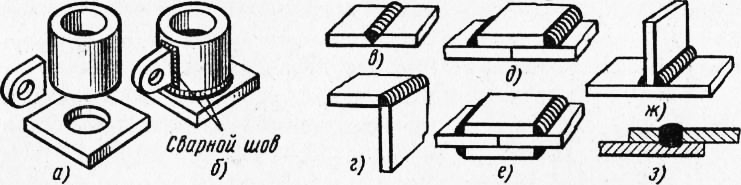
Рис. 2. Детали и сварные соединения:
а — детали, подготовленные под сварку, б — сварное соединение деталей; соединения; в — стыковое, г — угловое, д — с одной накладкой, е — с двумя накладками, ж — тавровое, з — нахлесточное
Эти виды сварки очень экономичны и производительны, их применяют для соединения листовых изделий. Контроль сварныхшвов на непроницаемость. Контролируют швы на непроницаемость у изделий, которые предназначены для хранения жидкостей и газов. Испытание на непроницаемость применяют после проверки швов внешним осмотром как при пооперационном контроле, так и при сдаче готовой продукции. В зависимости от назначения изделия и технических условий на его изготовление непроницаемость швов испытывают керосином, водой или сжатым воздухом. Керосином проверяют большей частью открытые сосуды, стационарные резервуары для хранения бензина и керосина. Чтобы обнаружить дефект, в местах сварки шов покрывают меловым водным раствором. После высыхания мелового раствора шов с внутренней стороны тщательно обмазы-
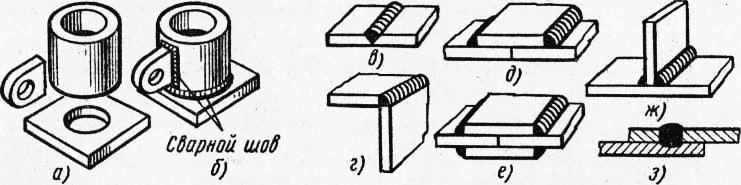
Рис. 3. Виды сварки: .
а — дуговая, б — газовая, в – в среде защитных газов; 1 — электрическая дуга, 2 — плавящийся электрод, 3 — электрододержа-тель, 4 — присадочный материал, 5 — сварочная горелка, б — пламя, 7 — электрод, 8 — защитный газ, 9 — сопло горелки вают керосином. Керосин обладает способностью проходить сквозь самые мелкие поры. Если в швах имеются дефекты, то керосин выступит на окрашенной мелом поверхности в виде небольших жирных пятен. Швы выдерживают под действием керосина от 15 до 40 мин Испытание керосином проводят в специально отведенных местах с соблюдением правил техники безопасности и противопожарных мероприятий. Сжатым воздухом испытывают сосуды и трубопроводы, работающие под давлением. Испытание производят следующим образом. Сначала изделие наполняют воздухом до требуемого давления, затем швы обмазывают с наружной стороны мыльной водой и при появлении пузырей выявляют неплотности. Испытание давлением с погружением в воду проводят следующим образом: изделие погружают в воду, а затем наполняют воздухом. Дефектные участки швов определяют по пузырькам воздуха. Применяют и более эффективные методы контроля сварных соединений с помощью электромагнитной дефектоскопии, а также с помощью ультразвуковых и рентгеновских установок, которые позволяют обнаружить все дефекты сварного шва: поры, раковины, волосяные трещины и т. п. Реклама:Читать далее:Соединение деталей с гарантированным натягомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|