|
|
Категория:
Слесарно-механосборочные работы Процесс получения неразъемных соединений с помощью заклепок называют клепкой. Обычно заклепочное соединение состоит из листов или из материала фасонных профилей, соединенных заклепками. Клепка мелкими заклепками с диаметром стержня до 8—10 мм производится в холодном состоянии, а с диаметром стержня более 10 мм — в нагретом состоянии. По назначению заклепочные швы делятся на три вида: прочные, прочноплотные, плотные. Прочные предназначены для соединения ферм, мостов, колонн, радиомачт и т. п. Прочноплотные применяют при изготовлении резервуаров с высоким внутренним давлением. Наряду с прочностью такой шов должен обладать хорошей герметичностью. Герметичность прочноплотных швов достигается чеканкой. Плотные используют при изготовлении баков, сосудов, резервуаров и других изделий. Такие швы должны обладать также высокой герметичностью. Для повышения герметичности между склепываемыми листами ставят различные прокладки или шов чеканят. По виду соединения листов заклепочные швы делятся на следующие: Процесс клепки. Чтобы выполнить заклепочное соединение, в соединяемых листах просверливают отверстия под заклепки. Зазор между стержнем заклепки и отверстием деталей указывается в ТУ на заклепочные соединения. Затем заклепку вставляют в отверстие и, подставив под закладную головку обжимку (в качестве поддержки), сильно затягивают ударами молотка по головке-натяжке. После того как заклепка поставлена в отверстие и затянута, приступают к образованию замыкающей головки. Для этого наносят удары молотком (сначала легкие, а затем более сильные) или непосредственно по концу стержня заклепки, или с помощью обжимки и тем самым придают правильную форму замыкающей головке заклепки.
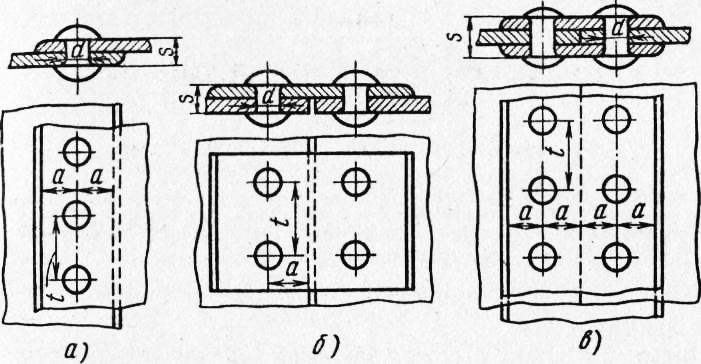
Рис. 1. Заклепочные швы:
а — нахлесточный, 6 — стыковой с одной накладной, в — стыковой с двумя накладками
Чтобы получить высокое качество шва, заклепки правильно располагают по длине соединения. Параметры заклепочных швов указываются в ТУ на заклепочное соединение. Необходимое количество заклепок, их диаметр и длину определяют расчетным путем. Расстояние между центрами отверстий для заклепок (шаг заклепок) рассчитывают по формуле Р = 3d+ 2 мм, где Р — шаг заклепок, мм, d — диаметр заклепок, мм. Расстояние от центра заклепки до края листа должно быть не менее 1,5d.
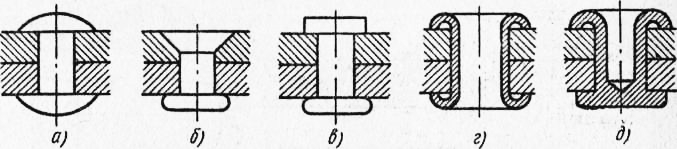
Рис. 2. Виды заклепок:
а — с полукруглой головкой, б — с потайной головкой, в — с цилиндрической головкой, г — пустотелая двусторонняя, д — пустотелая односторонняя
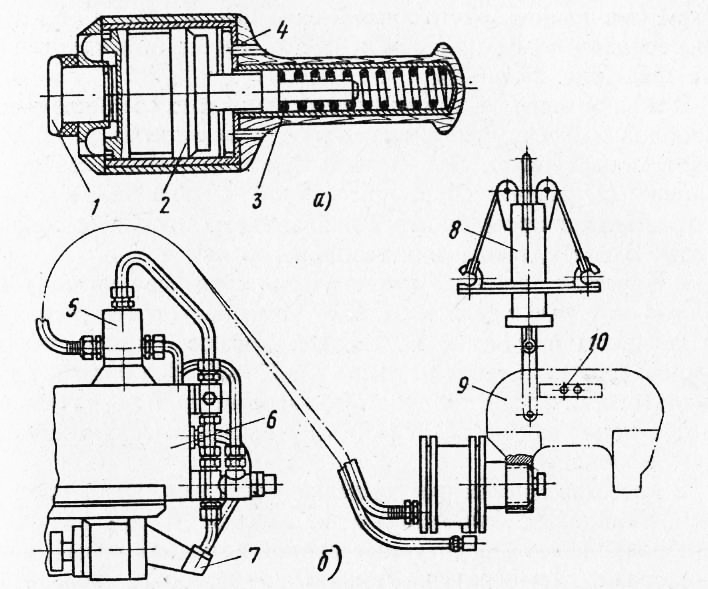
После окончания клепки проверяют головки и кромки листов, в первую очередь правильность формы головок и плотность их прилегания к листам. В некоторых случаях полноту замыкающей головки и шаг между заклепками проверяют шаблонами, а отсутствие зазоров между склепываемыми листами — щупами. Механизация клепки. Механизация процесса клепки достигается применением механизированного инструмента и оборудования: кондукторов и многошпиндельных головок для сверления отверстий под заклепки, клепальных пневматических молотков и механизированных, облегченных поддержек, специальных машин, прессов, агрегатных автоматов и др. Облегченная инерционная поддержка (рис. 3, а) вдвое легче обычной и с меньшей амплитудой колебания в 4 —5 раз. С закладной головкой заклепки соприкасается боек, который опирается на поршень, поджимаемый к бойку пружиной. Снаружи поддержка имеет деревянный корпус. Такую поддержку используют с пневматическими клепальными молотками.
Рис. 3. Механизированный инструмент для клепки:
а — облегченная инерционная поддержка, б — гидравлическая скоба; 1 — боек, 2 — поршень, 3 — пружина, 4 — корпус, 5 — золотниковый распределитель, б — гидронасос, 7 — кронштейн, 8 — подвеска, 9 — скоба, 10 — опоры
Нередко вместо ударной клепки применяют прессовую. При прессовой клепке достигается большая прочность заклепочного соединения. Получение заклепочного соединения под прессом дает возможность одновременно обжимать несколько заклепок. Для механической операции клепки применяют соответствующие типы гидроклепальных станков и скобы механического, гидравлического, пневматического и пневмогидравлического действий. Реклама:Читать далее:Соединение деталей с помощью пайкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|