 Сортовые станы
Сортовые станы
Категория:
Эксплуатация транспортного оборудования цехов
Сортовые станы
Крупносортный стан 700 предназначен для производства сортовых и фасонных профилей из углеродистых сталей: балки двутавровые и швеллерные № 10—30, рельсы узкой колеи 8—24 г/м, сталь круглая диаметром 50—150 мм, сталь квадратная со стороной 45—130 мм, сталь полосовая сечением (8—20) — (130—200 мм), сталь угловая равнобокая № 9-20, заготовка сеченим (60×60) – (100×100) мм и др. Длина готового проката (после прорезки) 3—24 м. Размеры исходной заготовки (150×150) – (250×250) мм, длина 2-6-9 м, масса 600-2400 кг.
Стан состоит из пяти рабочих клетей:
№ 1 — реверсивная черновая двухвалковая клеть с номинальным диаметром валков 900 мм ( диаметр валков по буртам 1250 мм), длина бочки 2100 мм, наибольшее усилие на валки 5 МН. Клеть имеет манипуляторы и крюковой кантователь. Привод валков от электродвигателя постоянного тока мощностью 4000 кВт (60—120 об/мин) через шестеренную клеть и универсальные шпиндели;
№ 2 — трехвалковая клеть с номинальным диаметром валков 800 мм (диаметр по буртам 1050 мм), длина бочки 1700 мм, максимальное усилие на валки при прокатке 5 МН. Привод валков от электродвигателя
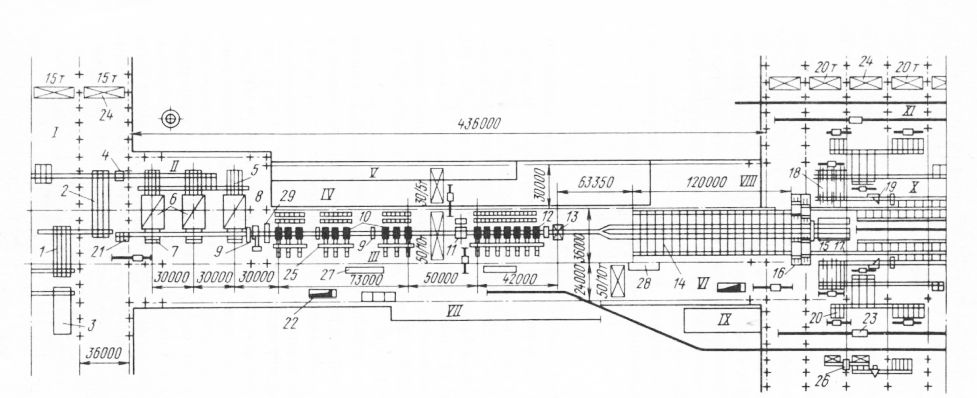
Рис. 1. План расположения оборудования среднесортного непрерывного стана 450:
I — склад заготовок; II — отделение печей; III — пролет стана; IV— электромашинный зал и тиристорные преобразователи; V — трансформаторы; VI — скрапной пролет; VII — склад запасных частей; VIII — ремонтная мастерская; IX — электромашинное помещение и вентиляционная камера; X — отделение резки и упаковки; XI — склад готовой продукции; 1 — холодильник; 2, 18 — шлепперные транспортеры; 3 — стеллажи; 4 — весы; 5 — толкатели; 6 — нагревательные печи; 7 — устройство безударной выдачи заготовок из печи; 8, 11, 13, 19 — ножницы; 9 — кантователь; 10 — три черновые непрерывные группы клетей; 12 — чистовая непрерывная группа клетей; 14 — двусторонний холодильник; 15 — карманы для укладки крупного сорта; 16 — передвижные правильные машины; 17 — отводящие рольганги; 20 — агрегаты упаковки; 21 — укладчик возврата из печи дефектных заготовок; 22 — яма для окалины; 23 — передаточные тележки; 24 — мостовые краны; 25 — устройство для смены валков; 26 — агрегаты дополнительной правки и резки; 27 — стенды запасных клетей; 28 — насосы для термического упрочнения проката; 29 — машина огневой зачистки заготовки
По промежуточному рольгангу раскат направляют к непрерывной чистовой группе рабочих клетей стана, состоящей из семи клетей: трех ( № 10, 13, и 15) — комбинированного типа 530×630 мм и четырех ( № 11, 12, 14 и 16) — универсального типа с горизонтальными валками 530×630 мм и вертикальными (холостыми) валками 900×600 мм.
Мелкосортный стан 250
Непрерывный мелкосортный однониточный стан предназначен для производства круглого проката диаметром 15—42 мм, квадратного со стороной 14—36 мм и шестигранного 14—40 мм.
Стан специализирован на выпуске в бунтах массой до 2,1 т подката для последующей калибровки и холодной высадки. Исходный материал — квадратная заготовка сечением 150×150 мм, длиной 12—15 м, массой 2,1 т, получаемых с непрерывного заготовочного стана.
Стан состоит из 20 рабочих двухвалковых клетей, установленных последовательно в трех непрерывных группах: группа — восемь клетей, из них четыре с вертикальными валками (прокатка с небольшим натяжением) ; промежуточная и чистовая группы состоят из шести клетей каждая (три горизонтальных и три вертикальных) (прокатка с небольшим петлеобразованием). Привод всех клетей-индивидуальный от электродвигателей постоянного тока. Все рабочие клети — конструкции напряженной жесткости с гидравлическим уравновешиванием валков, рабочие валки установлены на подшипниках жидкостного трения. Максимальная скорость прокатки в последней клети 25 м/с.
Проволочный стан 150
Непрерывный проволочный стан с высокоскоростными блоками валков 150 мм предназначен для прокатки катанки (проволоки) диаметром 5—10 мм из литой и катаной заготовки 200×200×7000 мм массой 2 т из высокоуглеродистых и легированных сталей с пределом прочности до 1200 МПа, скорость прокатки до 60 м/с; производительность стана до 500 тыс.т в год.
Стан состоит из 42 рабочих двухвалковых клетей, установленных в пяти группах:
— обжимной из пяти клетей с горизонтальными и вертикальными валками диаметром 630—530 мм; длина бочки 800 мм; привод валков от электродвигателей мощностью 600 кВт;
— черновой из девяти двухвалковых клетей 450×800 мм с приводом от электродвигателей мощностью 600 кВт;
— двух промежуточных с четырьмя и двумя двухвалковыми клетями 320×500 мм с приводом от электродвигателей мощностью 800 кВт;
— двух одноточных чистовых блоков с 10 парами валков в каждом; диаметр валков 150 мм, скорость прокатки в обжимной группе 0,3—0,8
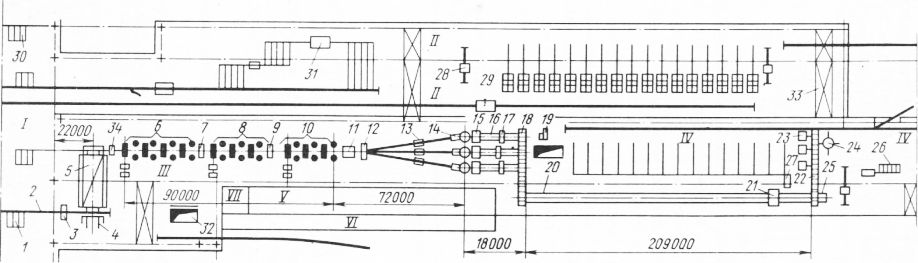
Рис. 2. План расположения оборудования мелкосортного непрерывного однониточного стана 250:
I — склад заготовок; II — пролеты отделки заготовок; III — пролет стана; IV — склад готовой продукции; V — электромашинный зал; IV – помещение трансформаторов; VII – вычислительный центр с ЭВМ; 1 — загрузочный стеллаж; 2, 18 — рольганги; 3 – весы; 4 – толкатель печной; 5 — нагревательная печь с шагающим подом; 6 — черновая группа клетей; 7,9 — кривошипные ножницы; 8 — промежуточная группа клетей; 10 — чистовая группа клетей; 1 7-кривошипно-эксцентриковые ножницы; 12 — переводная стрелка; 13 — трайб-аппарат с роликами; 14 — моталки; 15 — вентиляционная устаЬоЪка с колпаком; 7Ь — шагающие транспортеры; 17 — вязальные машины; 19 — бракомоталка; 20—транспортер с шагающими колосниками; 21 — ду-ширующее устройство для бунтов; 22 — уборочный рольганг с кантователями; 23‘— устройство для вязки бунтов в пакеты; 24 – съмник накопитель бунтов, 25 – весы для бунтов; 26 — установка для разматывания, правки и резки бунтов; 27 — машины для штамповки бирок; 28 – передаточные тележки; 29 – обдирочно-шлифовальные станки; 30 — агрегат огневой зачистки заготовок; 31 — линия дефектоскопии заготовок с дробеметной и правильной машинами и ножницами; 32 — яма для окалины; 33 — мостовые краны; 34 — устройство для гидросбива окалины
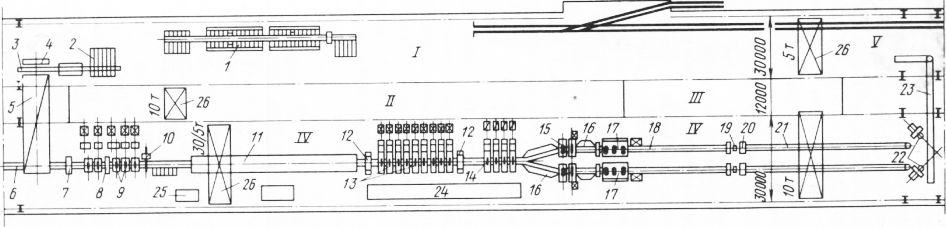
Рис. 3. План расположения оборудования проволочного двухниточного стана 150 с чистовыми скоростными блоками клетей:
I — склад заготовок; II — электромашинное помещение; III — ремонтная мастерская; IV — пролет стана; V — склад готовых бунтов катанки; 1 — агрегат выборочной абразивной зачистки заготовок; 2 — загрузочная решетка; 3— рольганги; 4— укладчик заготовок в печь; 5 — печь с шагающим подом; 6 — стол для уборки непрогретых заготовок от печи; 7 — машина огневой зачистки; 8 — машина термофрезерной зачистки; 9 – обжимная группа клетей; 10 — летучие ножницы; 11 — двухрядная роликовая печь; 12 – ножницы; 13 – черновая группа клетей; 14, 15 — первая и вторая промежуточные группы клетей; 16 – петлевые столы; 17 – чистовые блоки валков; 18 – трубы для первичного охлаждения катанки водой; 19 – ножницы для обрезки концов и вырезки пробных образцов;,20—устройство для формообразования витков и укладки их на транспортер; 21 — транспортер распушенных витков и воздушного охлаждения; 22 — устройства для сбора витков и уплотнения бунтов; 23 – транспортер бунтов; 24 — стенд для сменных клетей; 25 — стенд для мойки клетей; 26 — мостовые краны м/с; в черновой 0,15—2,5 м/с; в промежуточных 2,5—8,5 м/с; в чистовых блоках 10-60 м/с.
При получении катанки диаметром 5 мм из высокоуглеродистой стали металл прокатывается в 30 парах валков; при скорости выхода катанки из чистового блока 50 м/с валки последней пары блока вращаются с угловой скоростью 6600 об/мин; длина катанки в бунте 14300 мм.
При получении катанки диаметром 10 мм металл прокатывается в 22 парах валков; скорость выхода катанки из второй пары валков чистового блока 16 м/с; длина катанки в бунте 3500 м.
Реклама:
Читать далее:
Листовые станы холодной прокатки
Статьи по теме: