|
|
Категория:
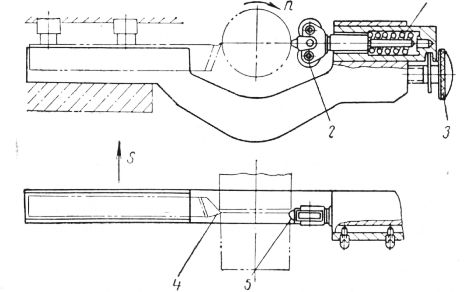
Модернизация металлорежущих станков Устанавливая на токарном станке специальную оправку, можно совместить операцию точения с упрочнением поверхности обработки методом пластической деформации. Шариковый накатник располагается в оправке так, что упрочняющий шарик сдвинут на некоторую величину относительно вершины резца и вступает в работу следом за ним. Шарик зачеканен в головке накатника, он поддерживается и прокатывается между двумя роликами. Усилие давления определяется пружиной, натяжение которой регулируется винтом.
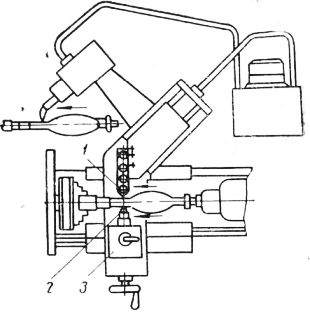
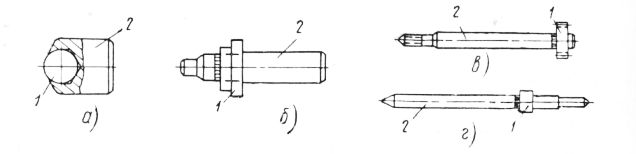
Рис. 1. Комплексная модернизация системы СИП для совмещения точения цилиндрических валов с накатыванием. Наряду с шариковыми накатниками, применяемыми для обработки мелких и средних деталей, на токарных станках используются одно-и многороликовые накатники. Последние применяются главным образом для отделки поверхностей средних и крупных деталей. Для накатывания профильных поверхностей вращения на токарных станках успешно используются обычные гидравлические суппорты. Схема одновременного точения и накатывания шариком фасонной рукоятки показана на рис. 2. При монтаже гидросуппорта КСТ-1 в резцедержатель станка устанавливают пружинный шариковый упрочнитель, сдвинутый на 1—1,5 м относительно вершины резца назад в сторону задней бабки. Проточенная поверхность детали будет упрочняться шариком накатника, следующего за резцом. На Ленинградском заводе автоматов комплексная модернизация токарного станка модели 1А62, проведенная по данной схеме, позволила отказаться от операций зачистки и полирования профильных тел вращения. Совмещение изготовления деталей на токарных станках со сборкой. При модернизации токарных станков до автоматического цикла можно успешно совмещать изготовление деталей с их сборкой. Соединение осуществляется путем напрессовки, завальцовки или кернения собираемых деталей во время осуществления одного из переходов автоматической операции. Простейшим случаем является изготовление и сборка узла, состоящего из двух деталей, одна из которых — деталь — уже предварительно или окончательно обработана и подается из за-’ грузочного устройства для соединения со второй деталью, обрабатываемой на данном станке. Примеры таких узлов из двух деталей приведены на рис. 3. Подобная технологическая операция возможна после автоматизации универсальных токарных станков, но проще она обеспечивается на токарных прутковых автоматах, дополненных бункерным или магазинным загрузочным устройством для штучных заготовок. При этом появляется возможность одну деталь —основную— изготовлять из прутка (используя основной механизм подачи заготовки), а сопрягаемые с ней детали подавать в определенное время из автоматических загрузочных устройств (по дополнительному каналу подачи заготовок). После осуществления сборки на станке производится окончательная обработка соединенных между собой деталей и отрезка всего узла от прутка.
Рис. 2. Схема одновременного точения и накатывания фасонной рукоятки.
Рис. 3. Примеры созмещения сборки деталей с их механической обработкой : Сварка трением в стык на токарных станках. Восстановление поломанных сверл можно производить сваркой трением в стык, прижимая вращающуюся в патроне часть сверла к невращающейся, закрепленной в резцедержателе. Этот оригинальный способ сварки за счет теплоты трения впервые был применен в 1956 г. токарем А. И. Чудиковым, положившим начало распространенной в Советском Союзе, Чехословацкой Народной Республике и других странах сварке трением в стык. Указанный процесс сварки осуществляется при числе оборотов шпинделя станка в пределах 500—-800 в мин. Удельное давление трения —2,5—3,5 кг/мм2. Сваркой трением в стык на токарном станке обычно соединяются прутки диаметром 18—20 мм и трубы диаметром 22 х 2 мм самых различных марок сталей: Ст. 35, Ст. 40 и Ст. 45. Новый вид сварки успешно применяется на многих модернизированных токарных станках. Он более экономичен, чем обычные виды сварки, так как использует трехфазный ток вместо однофазного при обычной стыковой сварке. К числу основных преимуществ сварки трением в стык следует также отнести возможность полной автоматизации этого процесса. Реклама:Читать далее:Усовершенствование фрез и способов их использованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|