|
|
Категория:
Сплавы Далее: Основы термической обработки Структура белого чугуна. Белые чугуны кристаллизуются по диаграмме состояния системы сплавов железо — цементит. Мы уже отмечали, что при охлаждении сплава с содержанием 4,3% С в точке С диаграммы образуется эвтектика цементита и аустенита — ледебурит. При охлаждении от точки С до линии РК аустенит, ледебурита будет распадаться с выделением вторичного цементита, и концентрация углерода в этом аустените будет уменьшаться от 2,0 до 0,8% (в соответствии с линией ES), а в точке Агх произойдет перлитное превращение оставшегося аустенита.
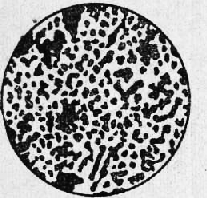
Рис. 1. Микроструктура эвтектического чугуна (ледебурита); Х200
Рис. 2. Микроструктура доэвтектического чугуна (3% С); Х200
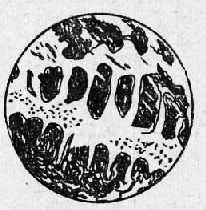
Рис. 3. Микроструктура заэвтектического чугуна (5% С); X 200
Следовательно, при температуре ниже Агх ледебурит будет состоять из цементита и перлита. Микроструктура ледебурита приведена на рис. 1. Здесь темные пластинки и зернышки распавшегося аустенита рассеяны по белому полю эвтектического цементита. Чугуны, содержащие 4,3% С, называются эвтектическими. В доэвтектическом чугуне (3%) в точке ах из жидкого раствора выделяются кристаллы аустенита. Между точками ах и Ьг кристаллы аустенита растут, а концентрация углерода в маточном растворе увеличивается до эвтектического состава (4,3%). В- структуру охлажденного доэвтектического чугуна входит ледебурит и распавшийся избыточный аустенит. На рис. 2 приведена микроструктура доэвтектического чугуна.
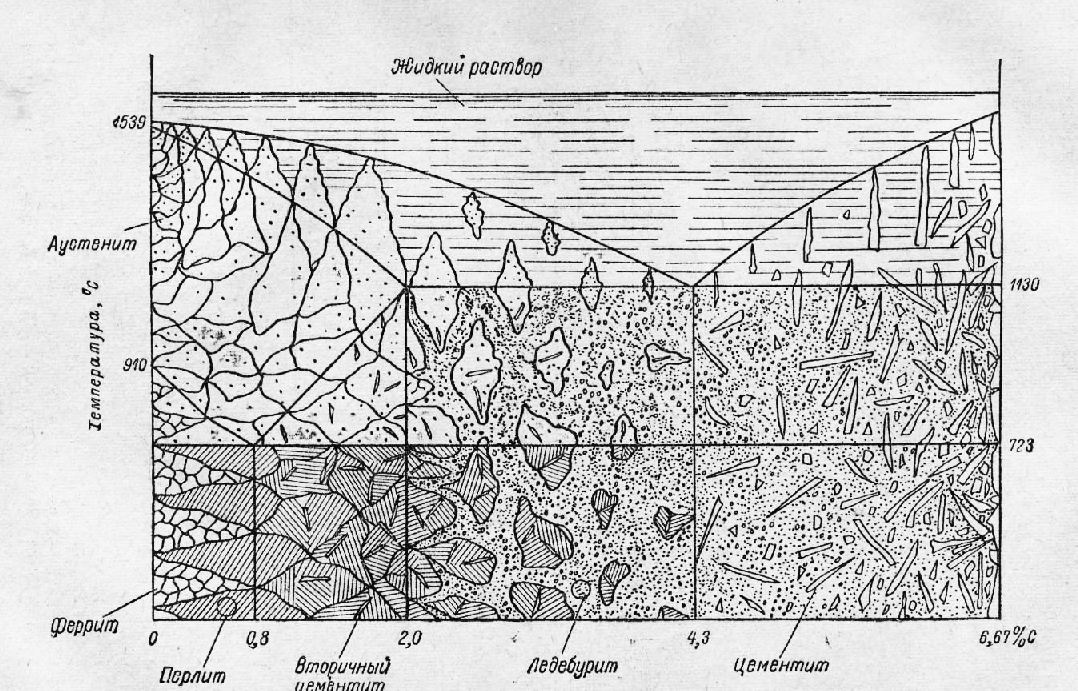
Рис. 4. Диаграмма структурных составляющих цементитной системы
При охлаждении заэвтектического чугуна (5% С) в точке а2 (рис. 64) начинается кристаллизация цементита. Между точками а2 и Ь2 кристаллы цементита растут, а концентрация углерода в маточном растворе уменьшается до эвтектического состава (4,3%); в точке Ь2 происходит затвердевание всего оставшегося раствора с образованием ледебурита. Далее, между точками Ь2 и с2 происходит вторичная кристаллизация аустенита, входящего в состав ледебурита. В структуру охлажденного заэвтектического чугуна входят цементит (первичный) и ледебурит. На рис. 3 приведена микроструктура заэвтектического чугуна; здесь кристаллы избыточного (первичного) цементита расположены в виде игл на поле ледебурита. Заэвтектические чугуны как технические сплавы применяются редко ввиду их чрезмерной хрупкости.
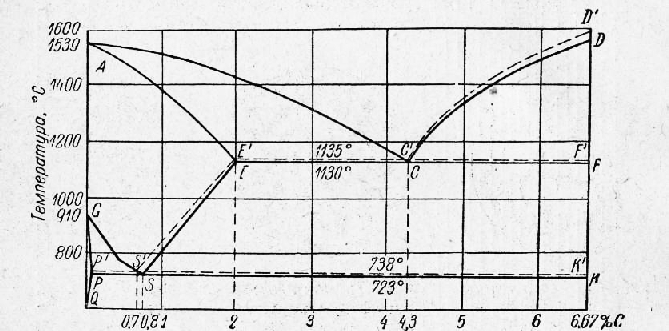
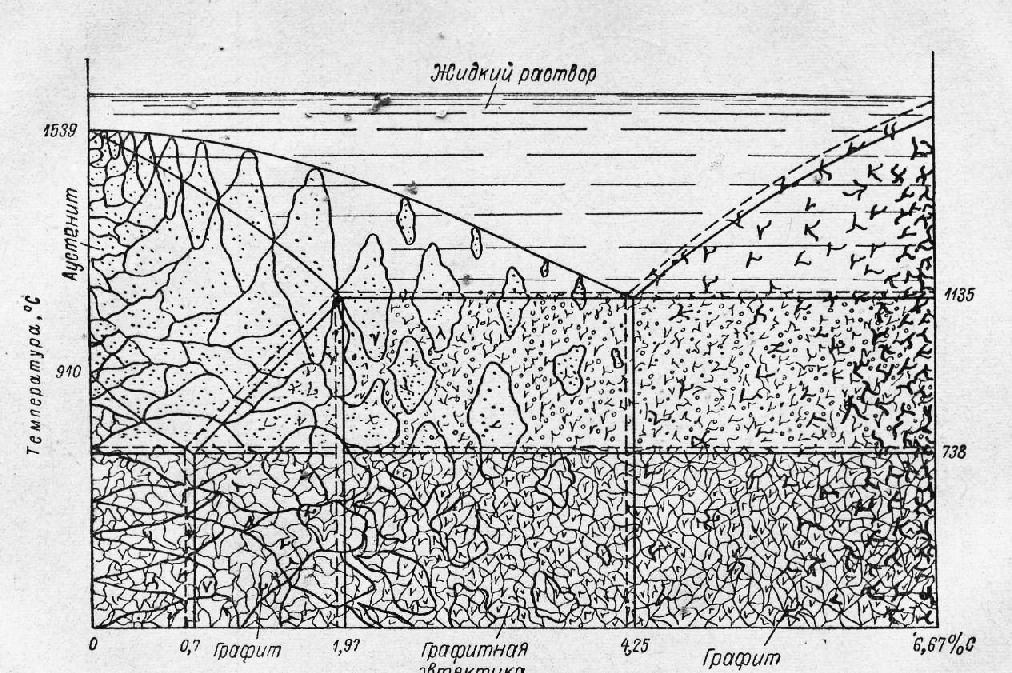
Рис. 5. Диаграмма состояния цементитной и графитной систем
На рис. 73 приведена диаграмма Fe — Fe3C (цементитная), наглядно характеризующая структурные составляющие системы. Значительное количество твердого и хрупкого цементита в составе белых чугунов является причиной того, что эти чугуны трудно поддаются механической обработке. Они применяются для отливки деталей с последующим отжигом на ковкий чугун, а также для отливки прокатных валков и вагонных колес, причем как в валках, так и в колесах белый чугун образуется не во всей толще, а лишь в поверхностном слое; внутри отливки образуется серый чугун. Структура серого чугуна. При весьма медленном охлаждении сплавов железо — углерод происходит выделение графита. Для этого случая на диаграмме, кроме сплошных линий знакомой уже нам системы железо — цементит, нанесены пунктирные линии системы железо — графит, несколько смещенные влево вверх (соответственно изменяется положение критических точек по концентрации и температуре). Таким образом, получаются как бы две диаграммы, наложенные друг на друга, цементитная метастабильная (относительно устойчивого равновесия) и графитная стабильная (абсолютно устойчивого равновесия). В промышленности применяются доэвтектические серые (литейные) чугуны. Серый чугун, состоящий из феррита и графита, называют ферритным, так как металлическую основу его составляет феррит (рис. 6). Весь углерод в виде графита выделяется лишь при очень медленном охлаждении сплава; если же скорость охлаждения в процессе кристаллизации (как первичной, так и вторичной) увеличивается, выделяется не графит, а цементит.
Рис. 6. Микроструктура ферритного чугуна (X 150)
Рис. 7. Микроструктура ферритно-перлит-ного чугуна (Х150)
Рис. 8. Микроструктура перлитного чугуна (X 150)
Так, при увеличении скорости охлаждения около линии P’S‘K’ выделение графитного эвтектоида прекращается и оставшийся углерод переходит (по линии PSK) в цементит, в результате чего образуется некоторое количество перлита. Такой чугун будет иметь основу доэв-тектоидной стали (феррит и перлит), испещренную чешуйками графита; он называется феррито-перлитным чугуном. Если скорость охлаждения увеличивается до линии P’S‘K’, то выделения графитного эвтектоида не произойдет, а аустенит по линии PSK превратится в перлит. Такой чугун будет иметь основу эвтектоидной стали (перлит) и графитные включения в форме чешуек; он называется перлитным чугуном (рис. 8). Если скорость охлаждения увеличивается между линиями эвтектического и эвтектоидного превращения, то еще до перлитного превращения из аустенита будет выделяться не графит, а цементит. Такой чугун имеет основу заэвтектоидной стали (перлит и цементит вторичный) и включения графита; он называется перлито-цементит-н ы м чугуном. Таким образом, серые чугуны имеют структуру стали, испещренную включениями графита.
Рис. 9. Диаграмма структурных составляющих графитной системы
Иногда в структуре чугуна, наряду с графитом, имеется ледебурит (скорость охлаждения увеличилась при эвтектическом превращении). Такой серо-белый чугун называют половинчатым. Сплавы с содержанием до 2% С, кристаллизующиеся по стабильной диаграмме (при очень медленном охлаждении), называются графитизированными сталями. На рис. 9 приведена диаграмма Fe—С (графитная), наглядно характеризующая структурные составляющие системы. Серый чугун применяется исключительно для производства отливок и называется поэтому литейным. Влияние примесей на свойства чугуна. Болтая часть углерода в сером чугуне находится в виде чешуек графита, чем частично разобщает металлическую сплошность сплава и вызывает хрупкость. Содержание углерода в сером чугуне не должно превышать 4%. Наиболее прочные чугуны содержат 2,8—3% углерода. Процесс выделения графита сопровождается увеличением его объема, что понижает общую усадку чугуна до 1%. Кроме того, при увеличении содержания углерода чугун становится более жидкотекучим. Вследствие этого углерод повышает литейные свойства и позволяет получать качественное тонкостенное литье. Кремний является элементом, который способствует получению серого чугуна. Он образует с железом химические соединения (FeSi и Fe3Si3) и способствует выделению графита. Таким образом, увеличение количества кремния в чугуне приводит к уменьшению в нем карбидов железа и, следовательно, к улучшению обрабатываемости его режущими инструментами. Кроме того, кремний увеличивает жидкотекучесть, понижает температуру плавления и способствует замедлению охлаждения чугуна. Количество кремния в сером чугуне колеблется в пределах от 0,75 до 3,75%. Марганец увеличивает устойчивость карбидов железа (Fe3C) при затвердевании и охлаждении чугуна, что способствует получению белого чугуна. Присутствие марганца в сером чугуне также допускается в количестве до 1,3%, так как марганец повышает прочность чугуна, парализует вредное влияние серы, а также улучшает жидкотекучесть чугуна. Сера понижает жидкотекучесть чугуна, делая его густым, плохо заполняющим форму, противодействует выделению графита и придает чугуну хрупкость. Поэтому она является вредной примесью. Предельно допустимое содержание серы в чугуне 0,07%. Фосфор создает в чугуне твердую и хрупкую фосфидную эвтектику, поэтому в отливках деталей машин, подверженных ударным нагрузкам, его содержание не должно превышать 0,3%. В отливках, работающих на истирание, твердые участки фосфидной эвтектики повышают их износоустойчивость; в таких отливках допускается содержание фосфора до 0,7—0,8%. Фосфор, кроме того, понижает температуру плавления чугуна, сильно увеличивает его жидкотекучесть и уменьшает усадку. Это позволяет получать из фосфористого чугуна тонкие отливки с чистой и гладкой поверхностью. Поэтому чугун, содержащий до 1,2% фосфора, применяется для художественного литья, труб и т. д. Маркировка серого чугуна. Отливками из серого чугуна называются литые изделия, получаемые путем переплавки в вагранках или иных плавильных агрегатах доменных чушковых чугунов, чугунного и стального лома с последующей заливкой полученного жидкого металла в литейные формы. Таким образом, чугун в отливках есть чугун вторичной плавки. По ГОСТ чугун в отливках маркируется буквами СЧ с добавлением двух чисел; первое из них указывает предел прочности при растяжении, второе — предел прочности при изгибе в кг/мм2, устанавливаемый при специальных испытаниях на изгиб круглых образцов. ГОСТ установлены следующие марки чугуна в отливках: СЧОО (испытание механических свойств не производится), СЧ12-28, СЧ15-32, СЧ18-36, СЧ21-40, СЧ24-44, СЧ28-48, СЧ32-52, СЧ35-56, СЧ38-60. Механические свойства чугуна обусловливаются строением его металлической основы, а также количеством, формой и характером расположения включений графита. Лучшими механическими свойствами обладает перлитный чугун, содержащий графит в виде мелких равномерно рассеянных чешуек; особенно повышенные свойства получаются при округлых (глобулярных) включениях графцта. Для повышения прочности чугунов производится их легирование (никелем, хромом, молибденом, медью и др.), а также модифициро-вгшйе и термическая обработка (отжиг, закалка и отпуск). Модифицированный чугун. Размер и форма графитовых включений зависят от наличия в жидком чугуне центров кристаллизации, от скорости охлаждения и содержания графитообразующих примесей. Чем больше в жидком чугуне нерастворимых мелких частичек (центров кристаллизации), тем мельче будет графит. Для увеличения количества центров кристаллизации в жидкий чугун перед разливкой по формам вводят вещества, называемые модификаторами. В качестве модификаторов применяют алюминий, кальций, кремний, которые соединяются с растворенным в жидком чугуне кислородом и образуют окислы А1203, СаО или Si02. Эти окислы находятся в чугуне во взвешенном состоянии и являются центрами кристаллизации. Модифицированный чугун имеет повышенную прочность, соответствующую высшим маркам серого чугуна СЧ32-52, СЧ35-56, СЧ38-60, лучшую стойкость против трещин, меньшую хрупкость. Для модифицирования выплавляют чугун с содержанием 2,6—3,2% С и 1,1 — 1,6% Si. Высокопрочный чугун. Дальнейшее повышение прочности и пластичности чугуна достигается модифицированием, обеспечивающим получение глобулярного (сфероидального) графита вместо пластинчатого. Графит сфероидальной формы имеет меньшее отношение его поверхности к объему и тем самым определяет наибольшую сплошность металлической основы, а следовательно, и прочность чугуна. Такая форма графита получается при присадках в жидкий чугун магния (Mg) или церия (Се). Высокопрочный чугун имеет ферритную или перлитную основу (или их сочетание). Ферритный чугун имеет повышенную пластичность 6 = 5 — 10% (у обычного чугуна 0,2—0,5%) и ударную вязкость ан = 2—3 (у обычного чугуна 0,2—0,5). ГОСТ устанавливает следующие марки высокопрочного чугуна в отливках: ВЧ45-0; ВЧ50-1.5; ВЧ60-2; ВЧ45-5 и ВЧ40-10 (получается отжигом из чугуна ВЧ45-5). Первое число указывает предел прочности при растяжении (апч) второе — удлинение (б) в %. Еще более высокая прочность достигается при модифицировании легированного чугуна. В настоящее время высокопрочный чугун начинают применять вместо стали для изготовления коленчатых валов, шестерен, муфт и вместо ковкого чугуна_(см. ниже) для изготовления задних мостов автомобилей, ступиц, картеров и др. Ковкий чугун. Ковкий чугун — условное название мягкого и вязкого чугуна, получаемого из белого чугуна специальной термической обработкой; ковке его не подвергают, но он обладает более высокой по сравнению с серым чугуном пластичностью, поэтому и получил такое наименование. Ковкий чугун, как и серый, состоит из сталистой основы и содержит углерод в виде графита, однако характер графитовых включений в ковком чугуне иной, чем в обычном сером чугуне. Разница в том, что графит ковкого чугуна находится в виде включений округленной формы, расположенных изолированно друг от друга, в результате чего металлическая основа менее разобщена, и сплав обладает значительной вязкостью и пластичностью. Свойства ковкого чугуна зависят от величины графитных включений (чем меньше эти включения, тем прочнее чугун), но прежде всего они определяются структурой его металлической основы, которая, так же как и в сером чугуне, может быть ферритной, перлитной или смешанной. В зависимости от состава чугуна и способа термической обработки можно получить два вида ковкого чугуна: черносердечный и белосер-дечный. Для получения черноеердечного ковкого чугуна отливки из белого чугуна закладываются в ящики и засыпаются песком (нейтральная среда). Ящики помещают в печь и нагревают до температуры 900—950 . При этой температуре происходит распадение эвтектического цементита; это первая стадия графитизации. Далее производят медленное охлаждение с переходом через точку Агх для полной или частичной графитизации эвтектоидного цементита: это вторичная стадия графитизации. Обычно при данном способе доводят цементит до полного разложения, и структура ковкого чугуна представляет феррит с включениями графита, который называют углеродом отжига (рис. 79). В изломе такой чугун имеет черный цвет, поэтому его принято называть черносердечным. Операция отжига на черносердечный чугун длится 37—50 час. По ГОСТ ковкий чугун обозначают буквами КЧ с добавлением двух чисел: первое из них указывает наименьшее допустимое значение предела прочности (Опч) — второе — такое же значение относительного удлинения (6). ГОСТ установлены следующие марки черносердечного чугуна: КЧЗО-6, КЧЗЗ-8, КЧ35-10, “КЧ37-12, КЧ45-6, КЧ50-4, КЧ56-4, КЧ60-3 и КЧ63-2. Для получения белосердечного чугуна производится обезуглероживающий отжиг («томление»). Отливки помещают в ящики с рудой или окалиной (окислительная среда). Выдержка при температуре 900” (первая стадия) занимает большую часть времени всего процесса. В первой стадии углерод отжига из поверхностных слоев детали в значительной степени выгорает. Вторая стадия — перевод через точку Агх и охлаждение — при этом способе происходит относительно быстро, в результате чего металлическая основа в этом чугуне большей частью представляет перлит. В изломе такой чугун светлый, поэтому его принято называть белосердечным. В последние годы на заводах СССР с успехом применяется ускоренный отжиг на ковкий чугун, при котором отливки простой конфигурации из белого чугуна подвергаются закалке от температуры 850—900°. Графитизация закаленных чугунов при последующем отжиге протекает значительно быстрее вследствие наличия большого количества центров графитизации, выпадающих при закалке. Время отжига закаленных отйивок в обычнцх камерных печах сокращается до 6—12 час., а в специальных агрегатах — до 1 часа. Ковкий чугун по сравнению со сталью — более дешевый материал; он обладает хорошими механическими свойствами и высокой коррозионной стойкостью. Потому ковкий чугун широко применяется в сельскохозяйственном машиностроении (зубчатые колеса, звенья цепеА и пр.), в автомобильной и тракторной промышленности (задние мосты, картеры дифференциалов и др.), вагоностроении (части тормозов, кронштейны и др.), станкостроении и во многих других отраслях промышленности. Реклама:Читать далее:Основы термической обработкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|




|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|