 Способы и особенности круглого шлифования
Способы и особенности круглого шлифования
Категория:
Шлифовальные станки
Способы и особенности круглого шлифования
На наружных круглошлифовальных станках деталь устанавли-: вается в центрах и приводится во вращение шпинделем передней бабки. Для осуществления круглого наружного шлифования необходимы движения: вращение круга или главное движение резания, вращение детали — круговая подача детали, возвратно-поступательное движение детали (или круга) вдоль своей оси — продольная подача, подача на глубину шлифования.
Наружное круглое шлифование осуществляется несколькими способами: продольное шлифование — за несколько продольных ходов с подачей на глубину на двойной (или каждый) ход; глубинное шлифование — за один ход кругом, установленным на глубину; врезное шлифование — с поперечной подачей на всю ширину обработки в радиальном или тангенциальном направлении; шлифование последовательными врезаниями— с радиальной подачей уступами; комбинированное шлифование.
В отдельных случаях кругу сообщается дополнительное осевое колебательное движение с небольшой амплитудой — осциллирующее движение.
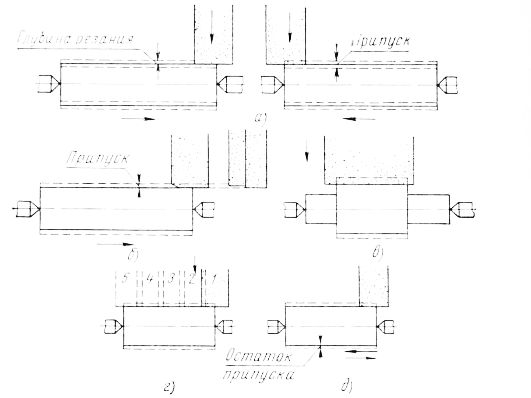
Рис. 1. Способы круглого шлифования:
а — с продольной подачей, б — глубинное, в — врезное, г — последовательными врезаниями, д — комбинированное;
1 — рукоятка пуска охлаждающей жидкости, 2 — выключатель светильника, 3 — рукоятка включения автоматических подач, 4 — рукоятка включения жесткого упора, 5 — маховик ручной поперечной подачи, 6 — винт зажима лимба, 7 — дроссель чистовой подачи, 8 — дроссель черновой подачи, 9 — пуск гидронасоса, 10 — указатель нагрузки круга, И — указатель скорости вращения детали, 12 — сигнальная лампа «Сеть включена», 13 — сигнальная лампа «Отсутствие смазки шпинделя шлифовальной бабки», 14 — сигнальная лампа «Отсутствие смазки направляющих стола», 15 — сигнальная лампа «Фильтр гидросистемы засорен», 16 — сигнальная лампа «Форсированная подача», 17 — сигнальная лампа «Черновая подача», 18 — сигнальная лампа «Чистовая подача», 19 — сигнальная лампа «Выхаживание», 20 — кнопка контроля исправности цепей сигнализации, 21 — регулятор скорости вращения детали при черновом шлифовании, 22 — регулятор скорости вращения детали при чистовом шлифовании, 23 — переключатель наладки скоростей подач, 24 — регулятор времени выхаживания при врезном шлифовании «До упора», 25 — переключатель места периодической подачи, 26 — общий стол, 27 — переключатель вида шлифования, 28 — переключатель количества ходов стола на выхаживание «До упора», 29 — кнопка перегона шлифовальной бабки «Назад», 30 — переключатель муфты ручных подач (включена, отключена), кнопка перегона шлифовальной бабки «Вперед», 32 — переключатель метода шлифования (врезное продольное), 33 — кнопка толчковой подачи, 34 — переключатель режима работы (ручной, полуавтоматический), 35 — стол вращения детали, 36 — переключатель вращения детали (вручную, автоматически), 37 — пуск вращения детали, 38 — пуск круга, рукоятка регулировки усилия поджима пиноли задней бабки, 40 — рукоятка ручного отвода пиноли задней бабки, 41 — рукоятка зажима пиноли задней бабки. 42 — дроссель Регулирования скорости перемещения стола при правке, 43 — дроссель регулирования скорости перемещения стола при чистовом шлифовании, 44 — рукоятка быстрого подвода-отвода шлифовальной бабки, пуска гидравлического перемещения стола на шлифование и правку, перегон стола вправо и влево, 45 — дроссель регулирования задержки реверса стола справа, 46 — педаль отвода пиноли задней бабки, 47 — дроссель регулирования скорости перемещения стола при черновом шлифовании, 48 — дроссель регулирования задержки Реверса стола слева, 49 — рукоятка реверса стола, 50 — маховик ручного перемещения стола, 51 — винт поворота верхнего стола
Станок снабжен поворотным верхним столом, что позволяет обрабатывать на нем пологие конические поверхности. На таком станке можно выполнять продольное и врезное шлифование при ручном управлении, на полуавтоматическом цикле «до упора» и с измерительно-управляющим устройством.
Реклама:
Читать далее:
Устройство круглошлифовального станка модели ЗМ151
Статьи по теме: