|
|
Категория:
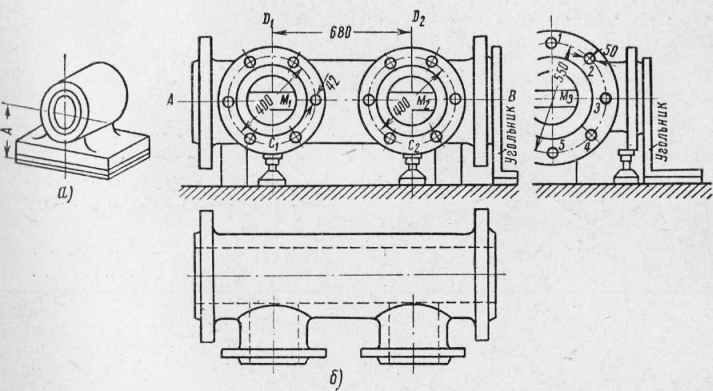
Разметка Установка заготовок на разметочной плите. Перед установкой заготовки на разметочной плите те места заготовки, где будут наноситься разметочные рискиЛ окрашивают мелом, краской, лаком или медным купоросом. При установке только первое положение заготовки на плите является независимым; все остальные положения зависят от первого. Первое положение детали нужно выбрать так, чтобы было удобно начать разметку от поверхностей или центровых линий, принятых за базу. Например, для разметки нижней части подшипника, изображенного на рис. 2, а, за базу необходимо принять нижнюю поверхность его основания. Следовательно, подшипник надо установить на плите так чтобы эта плоскость была параллельна плоскости плиты.
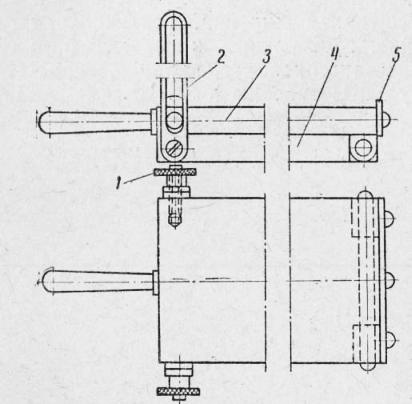
Рис. 1. Шарнирная плита для разметки
Рис. 2. Выбор базы при пространственной разметке
При разметке патрубка целесообразно принять за базу центры его фланцев. Поэтому патрубок нужно установить так, чтобы первую риску можно было провести по центрам фланцев. Одновременно при установке патрубка нужно проверить угольником перпендикулярность поверхности фланцев к плите. Нанесение разметочных рисок. Риски, проводимые на заготовке, делятся на горизонтальные, вертикальные и наклонные. Эти названия обязательно сохраняются при любых дальнейших поворотах заготовки в процессе разметки. Если, например, данные риски при первоначальном положении заготовки были прочерчены горизонтально, то, хотя они при повороте заготовки на 90° и стали вертикальными, их продолжают называть горизонтальными, так как это необходимо во избежание путаницы. Разметочными рисками не только обозначают границы, по которым заготовка должна быть обработана, но и места, Где снимается излишний слой металла. Кроме этих разметочных линий, параллельно им и отступя от них на 5—10 мм, проводятся контрольные риски. Контрольные риски служат для проверки правильности установки деталей при дальнейшей обработке их на станках и правильности обработки в тех случаях, когда разметочная риска почему-либо исчезла. Если разметочных линий недостаточно или они коротки или почему-либо по ним нельзя (неудобно) точно проверить установку и обработку заготовки, наносят еще вспомогательные риски; их проводят в месте, наиболее удобном для проверки. Проведение горизонтальных рисок. Горизонтальные риски проводят рейсмусом или штангенрейсмусом. Установка рейсмуса на размер высоты для проведения горизонтальных рисок производится по вертикальной масштабной линейке; игла рейсмуса должна быть перпендикулярна к плоскости линейки. При нанесении рисок рейсмус, слегка прижатый основанием к плите, перемещают вокруг неподвижной заготовки. Риски проводятся по одному и тому же месту только один раз. Эту разметку выполняют так: Приведенный способ дает точную разметку пересекающихся под прямым углом линий. Этим способом можно размечать любые детали с различной формой поверхностей. При разметке непрямоугольных заготовок горизонтальную риску после поворота заготовки на 90° выверяют на вертикальность по угольнику, прикладывая его вертикальной стороной к риске. Как только риска совпадет с угольником, прочерчивают рейсмусом риски, перпендикулярные к ранее нанесенным. Для разметки, при которой на поверхность детали наносится ряд параллельных рисок, применяют многоигольчатые рейсмусы. Многоигольчатый рейсмус состоит из основания (плиты) с ввернутым в него вертикальным круглым стержнем (стойкой), на котором надеты хомутики с чертилками. Чертилки располагают на стойке так, чтобы между наносимыми линиями сохранилось расстояние, указанное на чертеже. Острия чертилок устанавливают на необходимую высоту по вертикальной линейке. Грубую (приблизительную) установку производят перемещением чертилки вдоль стойки, держась рукой за хомутик. Для точной установки чертилку поворачивают вокруг ее оси ключом, используя лыску на конце чертилки. Хомутики закрепляют на стойке винтом, а чертилки к хомутику — при помощи винта и барашка. Количество чертилок, устанавливаемых на стойке, определяется характером разметки и ограничивается высотой стойки. Во время работы многоигольчатым рейсмусом чертилки необходимо располагать не в одну линию, а веером в пределах 120°. При небольших расстояниях между рисками можно наносить две и более рисок сразу, не сбивая чертилки на протяжении всей разметки деталей.
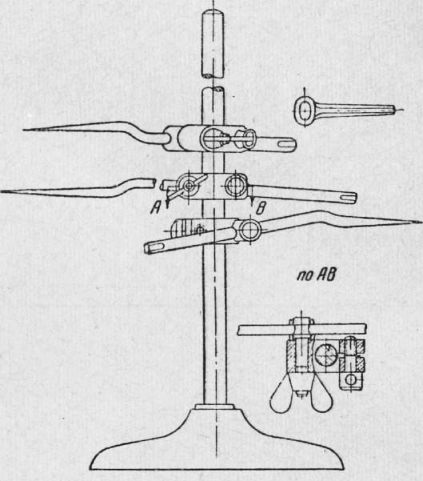
Рис. 3. Многоигольчатый рейсмус
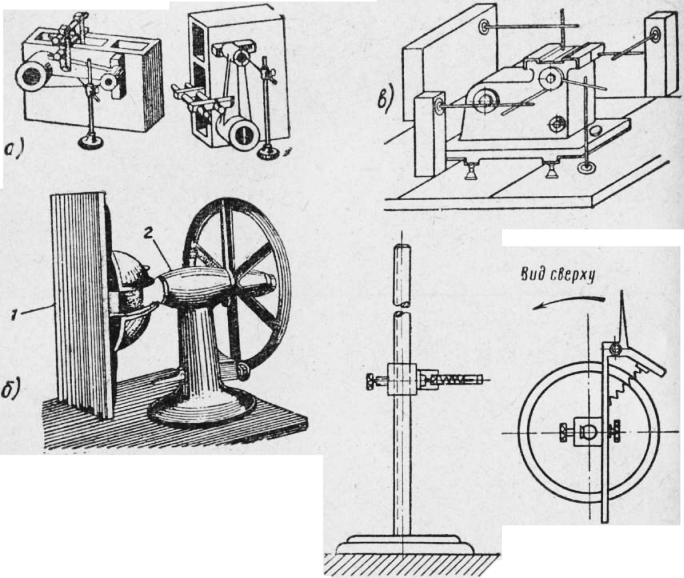
Применение многоигольчатого рейсмуса ускоряет процесс разметки в три-четыре раза, повышает ее качество, так как разметка всех деталей в партии получается одинаковой. На рис. 4, а показаны крепление заготовки и разметка рейсмусом при помощи разметочного ящика. На рис. 260,6 изображены магнитная поворотная плита для разметки заготовок весом до 30 кг и применяемое при этом поворотное устройство. Поворот плиты и ее установка на необходимый угол производятся штурвалом при помощи диска с делениями на корпусе и имеющегося на штурвале нониуса. Размечаемые заготовки, приставленные к магнитной плите, после включения тока плотно к ней притягиваются. По окончании разметки выключают ток, снимают заготовку и размагничивают ее на специальном аппарате.
Рис. 4. Способы разметки деталей:
Вертикальные риски можно наносить рейсмусом и без поворота деталей на 90°. Для этого пользуются специальными металлическими разметочными ящиками. Размечаемую деталь устанавливают на плите так, чтобы ее стороны были параллельны канавкам, простроганным на плите. Правильное положение вертикальных плоскостей детали достигается подвертыванием трех или четырех домкратиков, подставленных под заготовку. Вертикальность плоскостей проверяется юльником. Его ставят на металлические ящики (на рисунке I;о показаны) таким образом, чтобы вертикальная сторона угольника свободно подошла к проверяемым плоскостям. Добившись правильной установки заготовки на разметочной плите, ставят ящик и рейсмусом, плотно приставленным к вертикальной поверхности ящика, прочерчивают вертикальные прямые. При этом можно двигать рейсмус сверху вниз или же снизу вверх. На рис. 4, в показана горизонтальная и вертикальная разметки с применением нескольких ящиков.
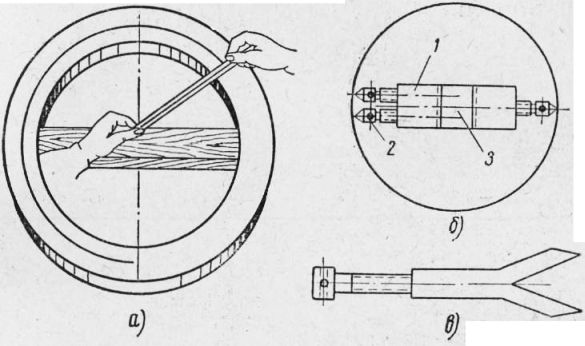
Рис. 5. Разметка центров:
а — при помощи планки, бив — посредством приспособлений с выдвижными винтами; 1 — корпус, 2 — выдвижные винты, 3 — свинцовая пластина
Если в заготовках имеются отверстия, то для разметки их центров нужно плотно забить в отверстия деревянные планки (рис. 5,а). Вместо планок можно применить приспособления, показанные на рис. 5,б и в. Кернение рисок при пространственной разметке производится как простым кернером, так и механическим или электрическим. Автоматические кернеры удобны тем, что при пользовании ими можно свободной левой рукой придерживать изделие, что при работе обычным кернером не всегда возможно. Для разметки крупных деталей применяется рейсмус с пружинной иглой конструкции С. И. Мякинина. Обычная игла рейсмуса при перемещении его по крупной детали может быть в отдельных местах размечаемой поверхности под воздействием веса ирибора прижата к детали с разной силой. Это вызывает отклонения иглы от правильного положения и приводит к неточности в нанесении рисок. В рейсмусе с пружинной иглой пружина прижимает иглу к поверхности детали с одинаковой силой и устраняет этим указанный выше недостаток. Реклама:Читать далее:Разметка деталей цилиндрической формыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|