|
|
Категория:
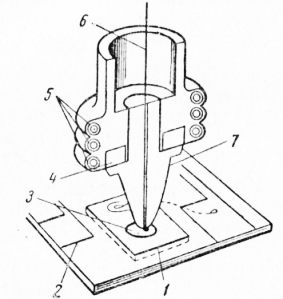
Производство радиоаппаратуры Далее: Многослойные печатные платы Соединения выводов интегральных схем с монтажной платой можно разделить на: Интегральные схемы соединяют с монтажной платой различными способами, многие из которых еще находятся в стадии разработки и исследований. Прежде всего используют некоторые способы пайки и сварки. Применяют также методы металлизации, проводящие краски и др. При использовании плоских корпусов для интегральных схем пайка или сварка соединений производится внахлест. Для этого концы выводов накладывают на плоскую контактную поверхность: конец печатного проводника, монтажный выступ многослойной платы ит. п. Во время одной операции присоединяют по одному выводу. Пайка. Используемая для соединений ручная пайка представ: ляет большие трудности, так как перегрев приводит к отслоению материала платы, а также к разрушению монолитной интегральной схемы. Поэтому необходимо принимать меры, исключающие появление брака на этой операции. Пайка выводов плоских корпусов погружением затруднена, так как возможно разрушение кристаллов монолитных интегральных схем и нарушение герметичности корпусов при погружении в расплавленный припой, сопровождающимся скачком температуры (тепловым ударом). Проблема пайки упрощается, когда применяют дозированный припой. Припой в виде таблеток необходимой формы или пасты заранее наносят на места соединений. Иногда выводы и проводники лудят. При этом способе можно точно контролировать количество тепла, подводимого к месту пайки и необходимого для расплавления припоя; например, при пайке электронагревом можно достаточно точно, используя средства автоматики, регулировать время протекания и величину тока. При пайке инфракрасными лучами пучок инфракрасных лучей фокусируют оптическими устройствами в пятно с размерами, необходимыми для пайки. Такой световой пучок можно направлять в места пайки, обычно трудно достигаемые паяльником. Качество соединений получается более однородным, чем при пайке ручным паяльником. Имеется опыт применения для расплавления припоя нагретого до 400 °С водорода. С помощью миниатюрных сопел водород подают к месту пайки. Установка характеризуется высокой производительностью. Автоматизация процессов пайки соединений интегральных схем с монтажной платой наряду с повышением производительности обеспечивает улучшение качества соединений. Очень важно, чтобы монтаж был приспособлен для ведения автоматического процесса: концы выводов должны быть ровными и расположены рядами в одну линию, чтобы обеспечить простое движение стержня автоматического паяльника или же пучка инфракрасных лучей от одного вывода к другому постоянными скачками. Термокомпрессия. При термокомпрессии соединение образуется благодаря взаимной диффузии двух материалов. Диффузия протекает при определенной температуре: материалы на поверхности раздела не должны расплавляться. Материалы прижимают специальным инструментом. Давление рабочего инстр)мгнта должно быть таким, чтобы не повредить подложку схемы, а также не вызвать чрезмерной деформации материала выводов. Эффективно выполняют термокомпрессионной сваркой соединения ковких тонких проводников (например из золота), употребляемых для выводов бескорпусных приборов. Золотую проволоку обычно соединяют с алюминиевыми контактными площадками проводников на поверхности кристалла. Чтобы при термокомпрессии не появились дефекты, необходимо тщательно контролировать процесс: строго наблюдать за температурой, чтобы избежать сплавления ма-]ериала пленки и кремния и исключить другие нежелательные явления, в частности образование хрупких интерметаллических соединений на поверхности раздела алюминий — золото, возникающих при температуре выше 200 °С. В качестве источника тепла при термокомпрессионной сварке используют капиллярный наконечник из карбида вольфрама; он находится на термокомпрессионной головке, показанной на рис. 1. Наконечник имеет капиллярное, отверстие для прохода проволоки выводов. Нагревают головку током промышленной частоты с помощью резистивного нагревательного элемента. Таким образом тепло, необходимое для осуществления соединения, подводят через наконечник головки и проволоку вывода. Метод нагрева допускает точное и сравнительно простое регулирование температуры. Этот метод получил название тер мо компрессии при длительном нагреве.
Рис. 1. Термокомпрессцонная головка с резистивным нагревательным элементом:
1 —бескорпусный полупроводниковый прибор, 2 —тонкопленочные проводники, 3 — контактная площадка, 4 — короткозамк-нутый виток, 5—резистивные нагревательные элементы, 6 — золотая проволока, 7— капиллярный наконечник из карбида вольфрама
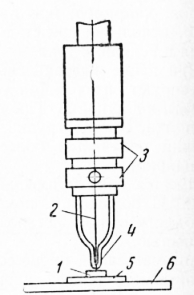
Рис. 2. Термокомпрессионная головка с импульсным нагревом:
1 — кремниевый кристалл, 2—золотая проволока, 3 — токопроводящие контакты. 4 — расщепленный капилляр, 5 — тонкопленочный проводник, 6 — подложка из алундовой керамики
Применяя импульсный нагрев термокомпрессионной головки, можно повысить точность процесса соединения по времени. Чтобы обеспечить минимальный нагрев, конец наконечника головки расщепляют. Стержни из карбида вольфрама нагревают импульсами постоянного тока; длительность импульса от 1 мксек до 10 сек. С целью уменьшения ошибок оператора применяют программирующий механизм с пневматическим управлением. Величину и длительность импульса подбирают таким образом, чтобы они не вызывали теплового удара. Этот метод нагрева позволяет сократить время выполнения соединений, а также регулировать продолжительность операций и количество выделяемого тепла малыми ступенями; исключена также возможность попадания тока в элементы схемы. Хорошие результаты дает импульсная термокомпрессия при соединении компонентов, чувствительных к изменениям температуры: до минимума снижается тепловое воздействие. Сварка. Получение сварных соединений выводов схем внахлест с проводниками печатных схем возможно при использовании для сварки станков с параллельным зазором между электродами. Электроды прижимают к выводу корпуса схемы с одной стороны и пропускают через вывод ток. В результате вывод приваривается к поверхности печатного проводника. Качественная сварка возможна при правильном подборе материала выводов, режимов сварки и тщательном контроле сварных соединений. Соединение проводниками, осаждаемыми на подложку. Для соединения интегральных схем с монтажной схемой можно использовать проводники, осаждаемые на подложку. Специальную проводящую краску наносят на подложку методом трафаретной печати, после термической обработки получают электрические соединения выводов с монтажной схемой. Реклама:Читать далее:Многослойные печатные платыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|