|
|
Категория:
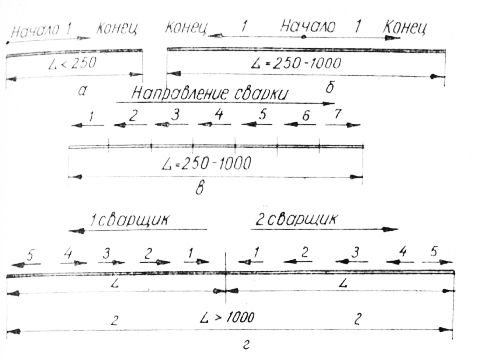
Сварочные работы Способ выполнения шва зависит от его длины и толщины свариваемого металла. Швы длиной до 250 мм условно считают короткими, от 250 до 1000 мм — средними, более 1000 мм—длинными. Короткие швы свариваются «на проход», т.е. от начала шва к его концу в одном направлении. Швы средней длины сваривают либо «на проход» от середины к краям, либо ступенчатым способом. В последнем случае весь шов разбивают на участки длиной по 100—350 мм с таким расчетом, чтобы каждый участок мог быть сварен целым числом электродов (одним, двумя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки. Последний участок заваривается «на выход». Длинные швы также свариваются от середины к краям, но обратноступенчатым способом; при этом могут работать одновременно два сварщика. Сварка шва от его середины к концам, а также обратно-ступенчатый способ способствуют уменьшению деформаций и напряжений, возникающих при сварке. При многослойной сварке средних и длинных швов также применяют обратноступенчатый способ. В этом случае начало и концы участков последующих слоев несколько смещают относительно друг друга, так как в месте стыковки швов возможно образование дефектов.
Рис. 1. Выполнение швов различной длины: Сварка низкоуглеродистых конструкционных сталей Низкоуглеродистые стали относятся к числу хорошо сваривающихся металлов. Для этих сталей технологию сварки выбирают из условий обеспечения комплекса требований, главные из которых — достижение равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Реклама:Читать далее:Сварка покрытыми электродами и порошковой проволокойСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|