|
|
Категория:
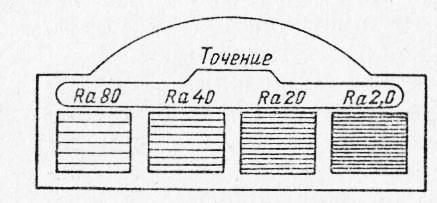
Помощь рабочему-инструментальщику Оценка шероховатости поверхности осуществляется качественным и количественным методами. Первый основан на сравнении обработанной поверхности с образцами, а второй — на измерении неровностей специальными приборами. Качественный метод оценки шероховатости поверхности широко применяется в промышленности. Образцы шероховатости поверхности, изготовляемые по ГОСТу 9378—75, представляют собой наборы стальных или чугунных пластин размерами оОХ20 мм. Плоская или цилиндрическая рабочая поверхность образцов обрабатывается различными способами при определенных режимах и по результатам измерения неровностей образцы относятся к соответст-ующим классам. Высота неровностей должна соответствовать 0,8Ra данного класса с допустимым отклонением ±20%. Образцы, обработанные точением, строганием, фрезерованием и развертыванием, изготовляются незакалениыми, а шлифованием, полированием или доводкой — закаленными. В цеховых условиях кроме стандартных образцов шероховатости поверхности используют образцовые (эталонные) детали, шероховатость поверхности которых измеряется количественным методом. При контроле деталей шероховатость их поверхностей сравнивают с шероховатостью поверхности образца определенного класса. Сравнение производят визуально невооруженным глазом или путем осязания, проводя ногтем поперек следов обработки. Сравнение обеспечивает надежную оценку шероховатости поверхности Ra = 40…20 — Я„ = 1,25… 0,63 мкм. Качество оценки шероховатости поверхностей Ra = 0,63…0,32 — Ra = 0,16…0,08 мкм зависит от опыта контролера. Применение микроскопов сравнения значительно повышает точность оценки шероховатости поверхности. Они дают возможность одновременно рассматривать проверяемую деталь и образец, которые в иоле зрения микроскопа расположены рядом, одинаково увеличены и освещены. Количественный метод. Для определения высоты микронеровностей имеется большое количество разнообразных приборов. По способу измерения их можно рлз-делить на две группы: контактные (щуповые) и бесконтактные. Сущность действия контактных (щуповых) приборов заключается в том, что по контролируемой поверхности перемещается («ощупывает» ее) алмазная или стальная игла. Вертикальные перемещения ее, соответствующие высоте микронеровностей, увеличиваются электрическим, оптическим, пневматическим или механическим способами и регистрируются отсчетными устройствами. К приборам, измеряющим величину шероховатости контактным методом, относятся профилометры и профило-графы.
Рис. 1. Образцы шероховатости поверхности.
Профилометры автоматически обрабатывают данные измерения и показывают конечный результат на циферблате. Профилографы записывают профиль контролируемой поверхности в виде профилограммы, по которой можно определить различные параметры шероховатости поверхности. Существуют также комбинированные приборы, выполняющие одновременно функции профилометра и профилографа.
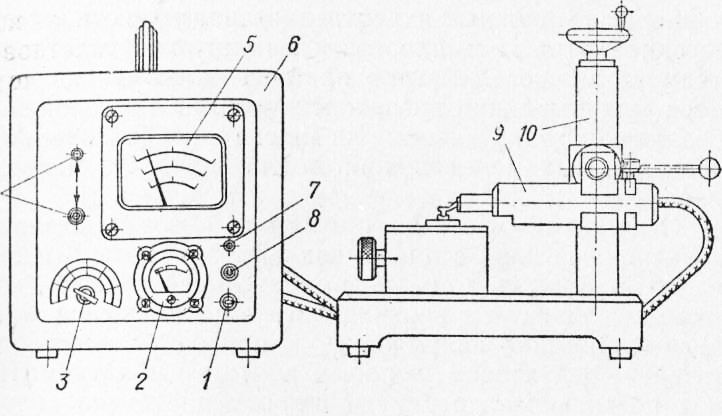
Рис. 2. Профилометр цеховой модели 240.
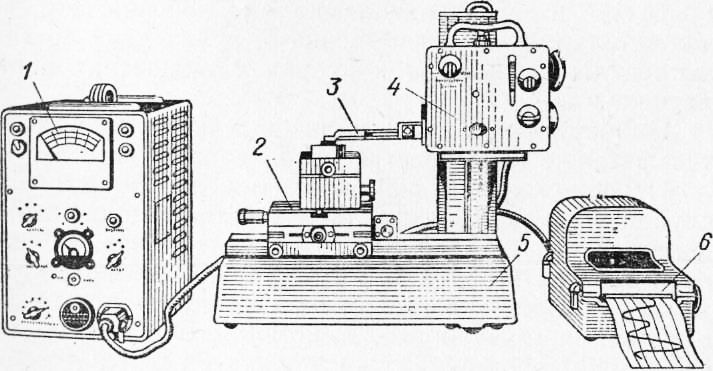
Рис. 3. Профилограф-профилометр модели 201.
В настоящее время применяются профилометры-профилографы моделей 201 и 202, цеховой профилометр модели 240 и портативный модели 253. Основными частями прибора являются датчик, электронный блок с показывающим прибором и стойка. Датчик состоит из измерительной головки, которая преобразует вертикальные перемещения иглы в электрическое напряжение, и привода с электродвигателем, редуктором, ходовым винтом и ползуном. Привод обеспечивает перемещение измерительной головки с постоянной скоростью, равной 1,06 мм/с. Датчик крепится на стойке в кронштейне, который может перемещаться в вертикальном направлении и повертываться вокруг горизонтальной оси при установке датчика параллельно плоскости проверяемой детали. На передней панели электронного блока расположены показывающий и контрольный приборы, тумблер и сигнальная лампа включения сети, переключатель пределов измерения ручка двух потенциометров «Настройка» и кнопка включения привода датчика. Прибор применяется в цеховых контрольных пунктах, а также непосредственно на рабочих местах. Профилограф-профилометр модели 201 служит для определения шероховатости и волнистости поверхностей деталей из любых материалов. Он позволяет проверять наружные и внутренние поверхности деталей, сечение которых в плоскости измерения представляет прямую линию. Действие его аналогично действию прибора модели 240, однако он более совершенный. Прибор состоит из двух блоков: электронного измерительного и записывающего. На стойке размещены измерительный столик, привод и датчик. Определение величин и профиля микронеровностей поверхности производится по профилограмме, записанной в прямоугольных координатах. Пределы измерений при записи профилограмм — 20… 10 — а = 0,040… 0,020 мкм. По показаниям прибора определяется величина шероховатости поверхности в указанных пределах. Прибор позволяет производить измерения шероховатости поверхности с различными длинами трассы интегрирования, что значительно расширяет его эксплуатационные возможности. Длина трассы ощупывания до 40 мм дает возможность проверять волнистость поверхности с большим шагом. Прибор укомплектован набором твердосплавных опор к датчику (для различных видов работ), приспособлением для проверки волнистости и диаграммной бумагой для записи. Оптико-механические приборы контролируют шероховатость поверхности бесконтактным методом. Действие их основано на различных принципах: светового сечения (приборы модели ПСС), теневого сечения (ПТС) и интерференции света (МИИ). Реклама:Читать далее:Исполнительные размеры калибровСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|