|
|
Категория:
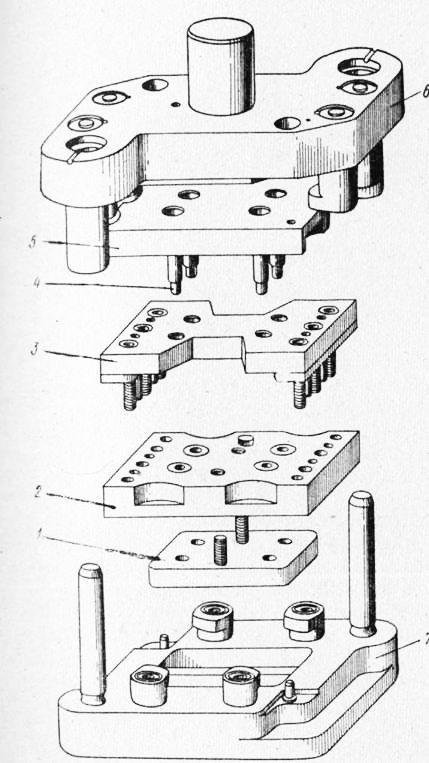
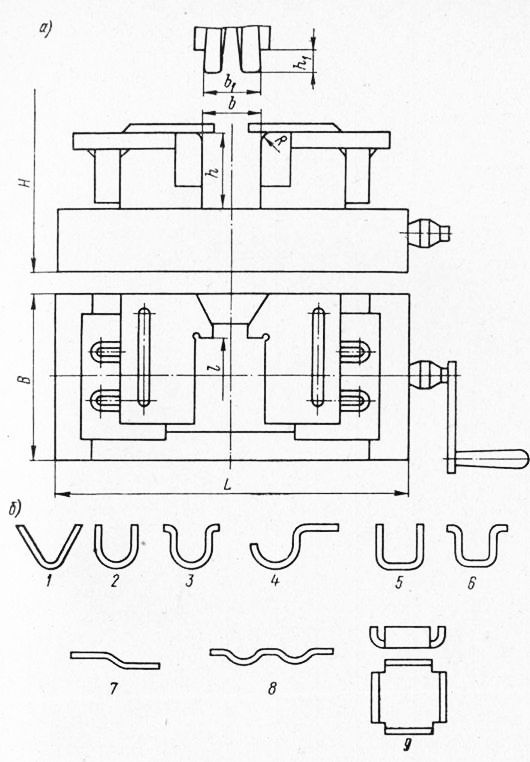
Совершенствование производства Задача непрерывного увеличения выпуска продукции и повышения производительности труда вынуждает инженерно-техни-ческих работников заводов и производственных объединений искать пути увеличения выпуска штамповой оснастки с тем, чтобы разгрузить металлорежущее оборудование от значительного количества деталей, которые легко могли бы быть формообра-зованы в штампах. Переход от индивидуальной конструкции штампов, в которых матрица и пуансон закреплены постоянно в нижней и верхней плитах штампа, к так называемой блочной конструкции — разделительным пакетным штампам — облегчает выполнение этой задачи. Разделительные пакетные штампы отличаются от штампов индивидуального назначения тем, что они являются быстро-переналаживаемой оснасткой, в которой блок является постоянным элементом штампа, а пакет рабочих частей — сменным. По способу крепления сменных пакетов различают штампы: с механическим, электромагнитным и электромагнитно-механическим креплением пакетов. Наибольшее применение в машиностроении получили штампы с механическим креплением пакетов. Их преимуществом является простота устройства, большая универсальность, возможность использования для штамповки деталей с широким диапазоном толщин и габаритов. Они позволяют применять различные устройства механизации процесса штамповки и не требуют при этом специального оборудования пресса. Разделительный пакетный штамп (рис. 1) представляет собой конструкцию, в которой верхняя плита (с хвостовиком, направляющими втулками и прижимами) и нижняя плита (с направляющими колонками и прижимами) — постоянные элементы. Сменными элементами в этом штампе являются пуансо-нодержатели, пуансоны, съемники, матрицы и вкладыши. Такая конструкция позволяет резко сократить трудоемкость и цикл изготовления штамповой оснастки, так как наиболее трудоемкие детали — верхние и нижние плиты со входящими в них деталями — при переходе к штамповке другой детали не заменяются. Заменяется лишь пакет, в котором собственно и образуется контур детали.
Рис. 1. Стандартизованная конструкция раз-, делительных пакетных штампов
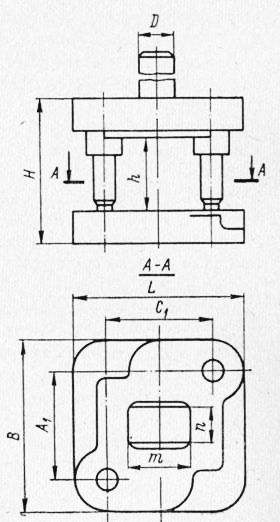
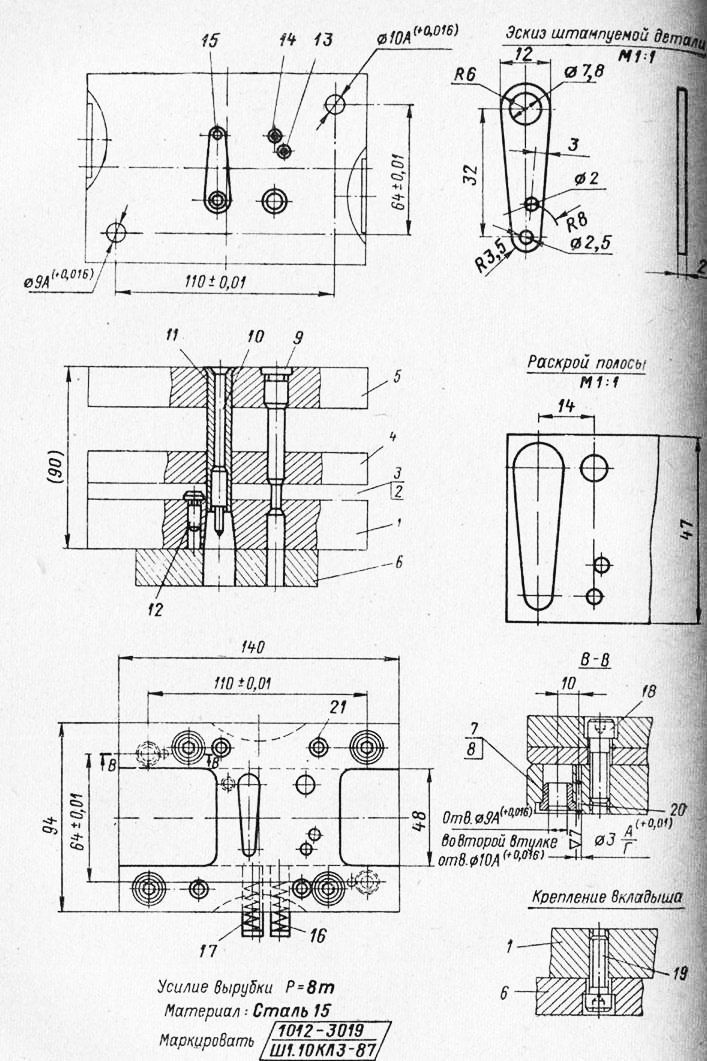
Рис. 2. Блок разделительного пакетного штампа Переход на стандартные универсальные блоки со сменными пакетами позволяет значительно сократить сроки проектирования штампов. На сменные пакеты выпускаются бланк-чертежи, заполняемые в процессе проектирования конструктором. Выбор блока осуществляется на основе данных об усилии вырубки (подсчитывается конструктором), толщине вырубаемого материала и габаритных размерах вырубаемой детали (рис. 30 и табл. 33). Каждому блоку соответствуют определенные размеры пакетов. Выбрав блок и подсчитав толщину матрицы, конструктор по стандарту находит необходимый в данном случае номер пакета. Зная номер пакета, конструктор подбирает соответствующие бланк-чертежи общего вида пакета (рис. 2) и его деталей и проставляет на них недостающие размеры, а также вычерчивает контуры вырубаемой детали со всеми необходимыми проекциями. Недостающие детали, например пуансон, конструктор вычерчивает как оригинальные. На рис. 3 жирными линиями показаны элементы, размеры и номера позиций (9—17, 21), нанесенные конструктором в процессе проектирования, а тонкими линиями элементы, размеры и номера позиций (1—8, 18, 19, 20), которые внесены в бланк-чертеж заранее. Каждому пакету и его деталям в соответствии с классификатором МН74—59 — МН81—59 присвоен восьмизначный шифр. Полное обозначение пакета — дробное. В числителе проставляется децимальный шифр пакета, в знаменателе — оригинальный шифр штампа. При этом две последние цифры децимального обозначения дописываются конструктором (закодированная толщина матрицы). Унификация межцентровых расстояний фиксирующих отверстий пакетов создает предпосылки для централизованного изготовления блоков и заготовок пакетов штампов на любом уровне (производственное объединение, отрасль, государство), что позволяет организовать производство штампов с применением самой прогрессивной технологии. Преимуществом разделительных пакетных штампов, которое зачастую не используется, является и то, что заготовки пакетов могут быть изготовлены заранее и обработаны по всем элементам (кроме выборки профиля в матрицах, съемниках и изготовления пуансонов). Это позволяет обрабатывать заготовки паунсоно-цержателей, матриц, съемников, направляющих линеек партиями оптимального размера (по 150—200 шт. на типоразмер) и хранить их в промежуточных складах инструментального цеха. С поступлением конкретного заказа заготовки только дообрабатывают. Продолжительность цикла изготовления пакетов за счет этого мероприятия сокращается на 35—40%, а с учетом сокращения общего объема работ переход па пакетные штампы позволяет сократить продолжительность цикла их изготовления на 60% при снижении трудоемкости изготовления штампов в 2,5—3,5раза.
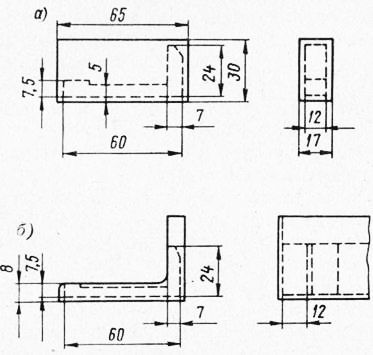
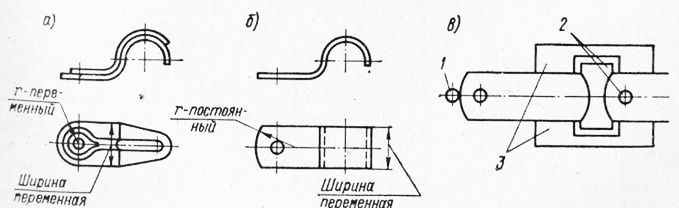
Рис. 3. Бланк-чертеж общего вида пакета сменных элементов разделительного пакетного штампа Широкое применение разделительных пакетных штампов не исключает необходимость применения индивидуальных штампов, обусловленную конструктивными особенностями штампуемых деталей. Обычно подготовка производства таких штампов начинается с момента поступления в инструментальный цех рабочих чертежей. Каждая деталь штампа в индивидуальном порядке проходит все стадии обработки. Такой порядок неоправданно растягивает время прохождения деталей по всем операциям, увеличивает трудоемкость их изготовления. Стандартизация деталей и заготовок деталей оригинальных штампов позволяет коренным образом изменить традиционно сложившиеся методы изготовления индивидуальных штампов. Все стандартизованные детали и заготовки могут в этом случае изготовляться большими партиями на промежуточный склад инструментального цеха. Стандартизации может быть подвергнуто 90—95% от всей номенклатуры деталей штампов. При этом одна часть деталей стандартизуется полностью (хвостовики, направляющие колонки и втулки, крепежные детали), а для других деталей стандартизуются лишь их заготовки (верхние и нижние плиты, пуансонодержатели, матрицы, съемники, направляющие планки, подкладные плитки). Конструктор, проектируя штамп, выбирает предусмотренные стандартом заготовки и детали. В чертежи деталей оригинальных штампов, которые подвергаются дообработке (верхние и нижние плиты, матрицы, съемники и т. д.), в графе «материал» основной надписи вместо марки материала и стандарта на марку он проставляет шифр заготовки, установленный стандартом предприятия. При поступлении в инструментальный цех конкретного заказа штамп комплектуется заготовками и готовыми деталями из промежуточной кладовой. Это позволяет сократить’ цикл изготовления индивидуальных штампов- на 35— 40/6, а трудоемкость их изготовления снизить на 20—25%. Стандартизация и специализация изготовления деталей и заготовок деталей индивидуальных штампов в одном из производственных объединений позволили за счет увеличения размера партий и применения прогрессивной технологии сэкономить до 1000 нормо-ч в год. Так, например, заготовки верхних и нижних плит этих штампов, пуансонодержателей и съемников получают здесь методом автогенной вырезки по копиру на полу, автомате типа АСШ-1 на специализированном участке без до. полнительной фрезерной обработки этих деталей по контуру. На заводе «Лентеплоприбор» разработан специальный инструктивный перечень деталей (заготовок) штампов, изготовляемых партиями и хранящихся в кладовой, который облегчает организацию хранения и заказа деталей и заготовок. При этом на последующую обработку этих заготовок разработаны групповые технологические процессы. Насколько переход от поштучного изготовления деталей к изготовлению их партиями на склад влияет на изменение технологического процесса, можно судить по детали «временный упор». На рис. 4, а показана заготовка — поковка или полоса, из которой изготовлялся упор при штучном изготовлении. При использовании этой заготовки большая часть металла уходила в стружку. При серийном изготовлении упора технологическим процессом предусмотрен в качестве заготовки упора угловой прокат (рис. 4, б). В этом случае на обработку оставляется минимальный припуск и из одной заготовки после ее разрезки можно получить несколько упоров. В настоящее время государственными стандартами (ГОСТ 13110—67 — ГОСТ 13130—67) предусмотрено 10 конструкций блоков штампов и их деталей, охватывающих более 200 типоразмеров (по заготовкам плит). Это создает реальную предпосылку для централизации их изготовления как в масштабах отраслей промышленности, так и страны в целом. Аналогичным образом осуществляется стандартизация блоков гибочных штампов (рис. 4, а). Типы деталей, получаемых в этих штампах, приведены на рис. 4, б. Детали 2, 3, 4, 5 я 6 изготовляются в штампе посредством регулирования пуансона и матрицы блока, а детали 1, 7, 8 и 9 — с помощью специальной наладки. Специальная наладка для деталей 1, 7 я 8 состоит из сменных пуансона и матрицы; для детали 9 — из пуансона, двух продольных губок и выталкивателя. В табл. 34 приведены основные характеристики блоков этих штампов. Исходя из габаритных размеров детали и усилия гибки, выбирают необходимый стандартный блок, проектируют и изготовляют дополнительную наладку для данной детали.
Рис. 4. Заготовки для изготовления временного упора
Рис. 5. Стандартизованная конструкция блока гибочных штампов (а) и типы деталей, получаемых в сменных элементах этого штампа (б)
Рис. 6. Конструкции скоб для крепления труб и металлорукавов по межведом-твенным стандартам, с унифицированным радиусом обсечки и схема штампа для их вырубки В условиях мелкосерийного машиностроительного производства стандартизация штампов, как, впрочем, и любой другой оснастки, проявляет себя наиболее эффективно, если она осуществляется во взаимосвязи с конструкторской унификацией. Конструкция скоб для крепления труб и метал-лорукавов, предусмотренная межведомственными стандартами (рис. 6, а), требует для каждого типоразмера скобы изготовления индивидуального штампа. Общее количество штампов для изготовления всех типоразмеров этих скоб достигает 142 шт. Унификация радиусов скругления скоб (рис. 6, б) позволяет ограничиться одним вырубным штампом и сменными наладками к блоку гибочных штампов, конструкция которых изложена выше. Схема штампа, приведенная на рис. 6, б, где 1 — упор; 2 — пуансоны; 3 — раздвижные линейки, позволяет понять принцип работы и настройки штампа. В этом штампе вырубаются скобы шириной 10—34 мм с одним (общим для всех) радиусом скругления. Основные размеры скоб унифицированной конструкции соответствуют размерам скоб по межведомственным стандартам. Это обеспечивает возможность легко перейти на покупные скобы при организации централизованного их изготовления в отраслевом или межотраслевом масштабе. Изложенный выше метод, обеспечивая взаимозаменяемость деталей по межведомственным и заводским стандартам, значительно сокращает потребность в оснастке и затраты на технологическую подготовку производства в целом. Реклама:Читать далее:Групповые пресс-формы для литьяСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|