|
|
Категория:
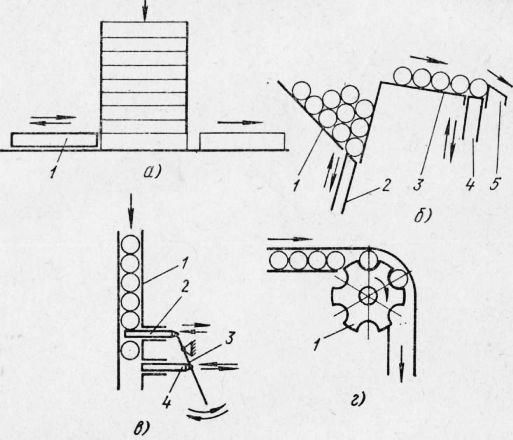
Автоматизация сварочного производства Необходимая часть сварочных и сборочно-сварочных станков-автоматов — загрузочное устройство, обеспечивающее бесперебойную непрерывную подачу заготовок в станок. Каждое загрузочное устройство должно иметь накопитель для хранения запаса заготовок, и механизмы для отделения от всей массы одной заготовки и подачи ее в рабочую зону станка В станках, предназначенных для изготовления изделий, состоящих из нескольких одинаковых деталей, в рабочую зону одновременно подается соответствующее количество заготовок. Накопители бывают магазинные и бункерные. В магазинных накопителях заготовки заранее укладывают в один ряд в определенном положении в специальный лоток или другую емкость. На рис. 1, о изображена схема вертикального магазинного накопителя. Очередная (нижняя) заготовка подается в рабочую зону толкателем, совершающим возвратно-поступательное движение. При этом он придерживает все остальные заготовки, т. е. выполняет функции не только питателя, но и отсекателя. При возвратном ходе толкателя заготовки под действием собственного веса опускаются и очередная заготовка оказывается подготовленной к выдаче. Толкатель приводится в действие обычно пневмо- или гидроцилиндром.
Рис. 1. Загрузочные устройства В бункерных накопителях заготовки укладывают в бункера обычно навалом, что является преимуществом этих накопителей, так как не требуется специальной операции по укладке заготовок в определенном положении. Из бункера заготовки подаются толкателем на лоток, где они задерживаются упором и располагаются в один ряд. Отсюда питатель выдает заготовки поштучно. Питатель работает синхронно со всем станком, включаясь в работу в начале каждого цикла, а толкатель включается по мере необходимости — при уменьшении запаса заготовок на лотке меньше допустимого. В этом устройстве лоток с питателем работает как самостоятельное загрузочное устройство магазинного типа. На рис. 1, в показан штифтовый отсекатель, отделяющий по одной заготовке от остальной массы. Отсекатель состоит из двух штифтов, поочередно выдвигающихся в лоток. При этом нижний штифт задерживает движение всех заготовок, а верхний штифт освобождает нижнюю заготовку, задерживая остальные (положение показано на схеме). Движение штифтов осуществляется с помощью рычага, связанного с приводным механизмом. На рис. 1, г показана схема аналогичного по назначению устройства барабанного типа. При каждом повороте диска на определенный угол очередная заготовка, захваченная гнездом диска, поступает к рабочей зоне. На схеме изображен диск с шестью гнездами, следовательно, угол поворота равен Ve полного оборота, т. е. 60°. Конструкция загрузочных устройств зависит от формы заготовок, а также их размеров и массы. Все рассмотренные схемы применяются в устройствах для круглых заготовок (цилиндров, труб, осей, шаров и т. д.). Загрузочные устройства для фасонных заготовок имеют более сложную конструкцию. Рассмотрим устройство сварочных станков-автоматов на примере станка-автомата для шовной сварки цилиндров гидроамортизатора автомобиля. Станок состоит из вала с двенадцатью радиальными оправками, загрузочного устройства с толкателем, двух головок со сварочными роликами, фрикционными приводными колесами и пневмоцилнндрами, двух приводов. Цилиндры гидроамортизаторов с предварительно запрессованными проушинами укладывают в загрузочное устройство. Отсюда они пневмотолкателем подаются на оправку. Вал поворачивается периодически на угол 30°, и при каждом повороте очередная оправка с надетым на нее цилиндром оказывается между сварочными роликами. Пневмоцилиндры прижимают к изделию ролики, получающие вращение от приводов через карданные передачи и фрикционные колеса. Осевое смещение изделия предотвращается пневмоцилиндром. Каждый ролик сваривает половину длины шва. После сварки ролики раздвигаются, вал поворачивается на 30ч и сваренное изделие снимается съемником. В станке применена централизованная система управления автоматическим циклом — с помощью командоаппарата. В качестве примера сборочно-сварочного станка рассмотрим станок-автомат Р-899 для сборки и сварки пустотелых стальных шаров. Станок предназначен для сборки и автоматической сварки в среде углекислого газа пустотелых шаров. Каждый шар диаметром 200 мм сваривается из двух полусфер, штампуемых из листовой стали толщиной 2 мм; кромки полусфер обтачиваются на токарном станке. Сварной шов должен быть прочно-плотным, выдерживающим давление 40—50 кгс/см2 (4—5 МПа).
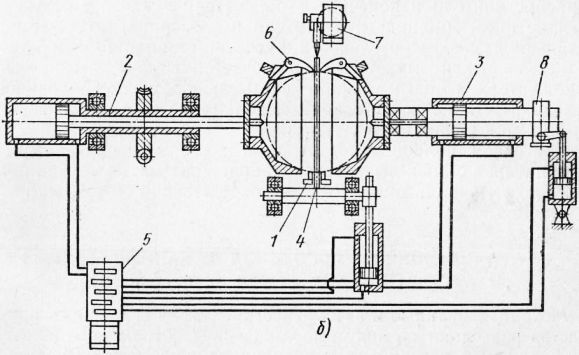
Рис. 2. Станок для сварки цилиндров гидроамортизатора: Станок состоит из механизма загрузки заготовок, передней и задней бабок с центрирующими конусами и пружинящими захватами, откидного ножа для точной установки заготовок, сварочной головки, пневмосистемы и аппаратуры управления. Передняя бабка — приводная, снабжена редуктором со сменными шестернями; задняя бабка оборудована колодочным тормозом. Большинство механизмов станка (передняя и задняя бабки, тормоз задней бабки, откидной нож, отсекатели загрузочного устройства) приводится в действие пневмоцилиндрами. Передняя бабка приводится во вращение электродвигателем.
Рис. 3. Станок Р-899 для сборки и сварки пустотелых стальных шаров: Заготовки поступают в станок попарно по наклонному лотку. В конце лотка расположены два откидных упора, первый из которых задерживает весь поток, а второй — очередную пару заготовок. В момент загрузки второй упор откидывается и очередная пара заготовок катится по направляющим до неподвижного упора в станке. Здесь заготовки попадают в центрирующие конуса передней и задней бабок, цилиндры которых прижимают их к плоскостям откидного ножа, находящегося при загрузке в верхнем положении. После этого шток задней бабки фиксируется тормозом, а передняя бабка отходит влево на 2 мм, освобождая откидной нож. Заготовки при этом удерживаются в конусах пружинящими захватами. Освобожденный нож откидывается в нижнее положение, передняя бабка подается вперед и обе полусферы плотно прижимаются друг к другу. Благодаря наличию откидного ножа и тормоза на задней бабке стык располагается всегда в одной и той же вертикальной плоскости, перпендикулярной к оси вращения. Таким образом, обеспечивается расположение электрода сварочной головки, находящегося в этой же плоскости, над стыком, в любой момент сварки, независимо от неточности действительных размеров и формы заготовок. После прижима полусфер включается привод вращения и начинается сварка, необходимая длительность которой обеспечивается реле времени. Управление работой большинства механизмов осуществляется командоаппаратом, кулачки которого при вращении через пневмораспределители и конечные выключатели включают соответствующие пневмоцилиндры, двигатели и электромагниты — строго в заданной последовательности в соответствии с циклограммой процесса. Механизм загрузки включается с помощью путевого выключателя готовым шаром, скатывающимся по наклонному желобу из станка после сварки. Наблюдение за сваркой ведется через щиток с защитным стеклом. Благодаря полной автоматизации всего процесса сборки и сварки шаров станок легко встраивается в автоматическую линию. Продолжительность цикла 70 с, непосредственно сварка занимает 55 с. Реклама:Читать далее:Принципы построения механизированных и автоматических линийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|