|
|
Категория:
Технология деревообрабатывающего производства Для раскроя пиломатериалов, заготовок и листовых материалов (фанеры, столярных, древесностружечных и древесноволокнистых плит) на заготовки и детали применяют круглопильные и лен-точнопильные станки. Круглопильные станки. В зависимости от технологического назначения круглопильные станки разделяют на станки для поперечного, продольного и смешанного раскроя материала.
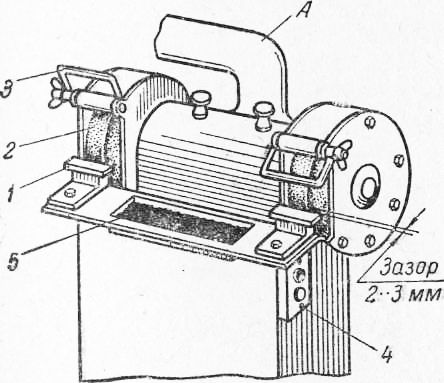
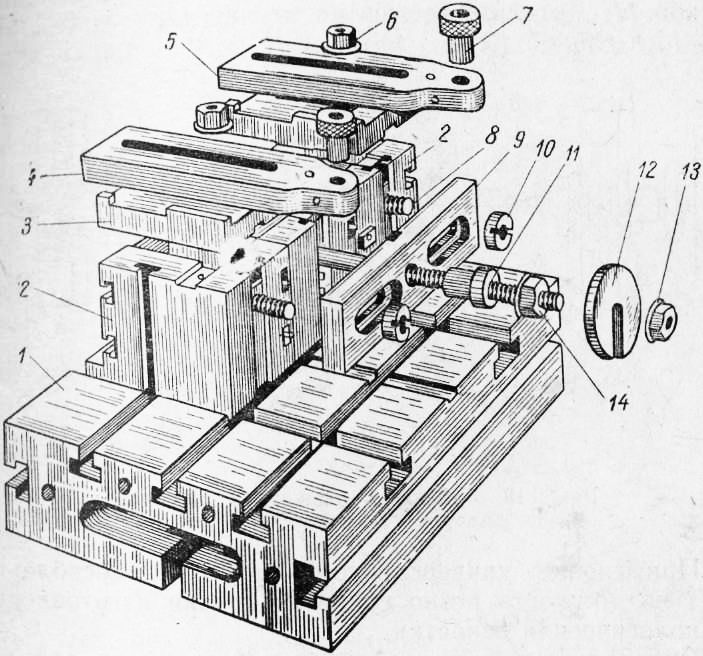
Рис. 1. Суппортный торцовочный станок ЦПА-40:
1 — маховичок механизма установки суппорта по высоте, 2 — педаль включения подачи, 3 — стакан станины, 4 — колонка, 5 — винт подъема колонки, 6 — электродвигатель, 7 — ограждение, 8 — пила, 9 — гидрорас^ределитель, 10 — суппорт, И — опорные ролики
На станках для поперечного раскроя осуществляются раскрой материала по длине на черновые заготовки и точная торцовка деталей. Имеются станки с подачей пилы на обрабатываемый материал и станки с подачей материала на пилы. В станках с подачей пилы траектория движения пильного диска может быть по дуге и прямолинейной. Пильный диск по отношению к материалу располагается сверху или снизу. Все станки для поперечного раскроя называются торцовочными. К торцовочным станкам с подачей пилы по дуговой траектории относятся балансирные и маятниковые. В последнее время они встречаются в деревообрабатывающих цехах все реже. Наибольшее распространение имеют торцовочные станки с прямолинейным надвиганием пилы на материал, к которым относятся шарнирные и суппортные. Суппортные торцовочные станки обеспечивают более точную распиловку, чем шарнирные. На рис. 1 показан суппортный торцовочный станок ЦПА-40. Пила установлена на удлиненном валу электродвигателя, который закреплен на суппорте. Суппорт на опорных роликах перемещается относительно колонки, которая закреплена на станине. Для перемещения суппорта предусмотрена специальная гидросистема, состоящая из масляного насоса, электродвигателя гидрораспределителя и гидроцилиндра, расположенного внутри суппорта. Гидропривод подачи пилы включается педалью. Станок может работать в автоматическом цикле. В этом случае пильный суппорт 10 делает до 40 двойных ходов в минуту. Станок при установке должен быть оборудован роликовым столом для размещения раскраиваемого материала. Стол снабжен откидными или утепляемыми упорами для отмеривания длины деталей и заготовок. Пильный диск ограждается металлическим кожухом. Размеры обрабатываемого материала: ширина до 400, толщина до 100 мм.
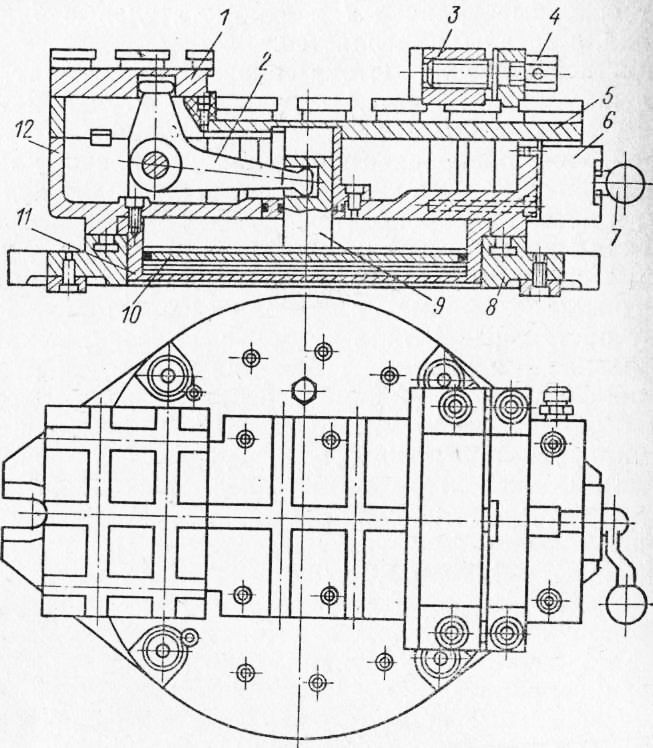
Рис. 2. Двухпильный концеравнйтель Ц2К12Ф-1:
1 — станина, 2 — маховичок перемещения суппорта по горизонтали, 3 — пильные суппорты, 4 — маховичок вертикальной настройки, 5 — магазин-питатель, 6 — направляющая стрела
Концеравнйтель двухпильный с конвейерной подачей предназначен для поперечного раскроя заготовок кратных длин с двух сторон и для точной прирезки заготовок и деталей по длине. Кон-церавнители могут быть также трех- и четырехпильными. Двухпильный концеравнйтель Ц2К12Ф-1 (рис. 2) имеет два электрифицированных пильных суппорта, смонтированных на стойках. Один из них неподвижно закреплен на станине, а другой перемещается по направляющим станины с помощью винта и маховичка. Положение пильных суппортов может изменяться по вертикали и горизонтали. Заготовки на пилы подаются двухцепным конвейером, перемещающимся по двум направляющим стрелам. В передней части конвейера расположен магазин-питатель, из которого заготовки по одной упорами цепей подаются на пилу. Скорость подачи материала 5; 7,5; 10 и 15 м/мин, изменяется она переключением двух-скоростного электродвигателя и двухступенчатого редуктора. Пильные диски ограждены металлическими колпаками. Размеры обрабатываемого материала: толщина 12… 80, ширина 40 … 250, длина 200 … 1250 мм. Круглопильные станки для продольного и смешанного раскроя бывают с ручной и механизированной подачей материала на пилу. Органами подачи могут быть вальцы, конвейеры и каретки. По числу одновременно работающих пил станки делятся на одно-, двух- и многопильные. Станки с ручной подачей материала на пилу предназначаются для точной торцовки деталей после строгания. На этих станках можно раскраивать материал по всем направлениям — вдоль, поперек и под углом. Поэтому их называют универсальными. Станки снабжаются каретками и автоподатчиками для более точного направления материала на пилу. На рис. 3 показан универсальный круглопильный станок Ц6-2 с ручной подачей. На чугунной станине коробчатой формы смонтирован рабочий стол. На столе установлена продольная направляющая линейка, используемая в основном при продольном распиливании. С противоположной стороны от пилы в столе выбран паз, по которому перемещается поперечная упорная линейка (угольник), используемая при поперечном распиливании и при распиливании под углом. Пильный вал размещен под столом. Маховичком можно менять его положение по высоте. Размеры раскраиваемого материала: ширина до 400, толщина до 130 мм. Для продольного раскроя применяют в основном станки с механизированной подачей материала. По назначению они подразделяются на следующие основные группы: – обрезные однопильные с вальцово-дисковой подачей для обрезки одной кромки у необрезных досок или продольного раскроя досок и заготовок по линейке, установленной на станке; – прирезные одно- или многопильные с гусеничной подачей для точной прирезки досок и заготовок по ширине; – многопильные станки с вальцовой подачей для раскроя досок и заготовок на планки и рейки; – ребровые станки с вальцовой подачей для раскроя толстых досок и заготовок на тонкие одинарные. Наибольшее распространение в деревообработке получил прирезной станок с гусеничной подачей ЦДК4-2. Доска или заготовка, подлежащая раскрою, подается на стол, прижимается правой кромкой к направляющей линейке, подхватывается гусеничной цепью и проносится через пилу, надетую на удлиненный вал электродвигателя 6. Пильный суппорт располагается над столом.
Рис. 3. Универсальный круглопильный станок Ц6-2:
1 — пильный вал. 2 — стол, 3 — передвижной упорный угольник, 4 — ограждение, 5 — направляющая линейка
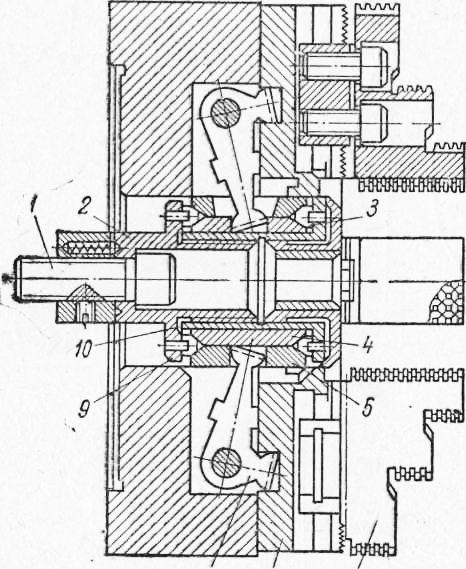
Рис. 4. Прирезной станок ЦДК4-2:
1— стол, 2 — гусеничная цепь, 3 — корпус суппорта прижимного устройства, 4 — ролики, 5 —пила, 6 — электродвигатель, 7 — маховичок механизма настройки пильного вала по высоте, 8 — то же, прижимных устройств, 9 — направляющая линейка, 10 — фиксатор линейки» 11, 13 — звездочки, 12 — редуктор
Гусеницы представляют собой бесконечную цепь из чугунных звеньев, связанных одно с другим пальцами. Она движется по направляющим, расположенным в углублении стола. Верхняя поверхность гусеницы на звеньях имеет рифление, благодаря чему хорошо удерживается распиливаемая заготовка. Сверху заготовка прижимается к гусенице роликами, расположенными перед и за пилой. По высоте ролики настраивают винтовым механизмом с маховичком. Суппорт с пильным валом также может менять свое положение над столом с помощью винтового механизма с маховичком. Для предупреждения выбрасывания из станка заготовки или обрезков на суппорте перед прижимными роликами подвешены качающиеся упоры (когтевая завеса). Многопильные прирезные станки ЦМР-2 по конструкции аналогичны описанному выше однопильному станку ЦДК4-2. В них может устанавливаться одновременно до 10 пил. Подающая гусеница в середине своей длины (под пилами) имеет изгиб вниз, что дает возможность опускать зубья пил за пределы нижней пласти раскраиваемой заготовки. Такие гусеницы называются «ныряющими». В ребровых круглопильных станках материал подается «на ребро» вертикально расположенными подающими вальцами. В качестве режущего инструмента применяют круглые пилы (плоские и конические). Последние дают пропил 2.. .2,2 мм, что в 2.. .2,5 раза меньше, чем у плоских пил. Для раскроя щитов, плит и фанеры применяют форматные (ЦФ-2), форматно-обрезные (ЦТЗФ-1) станки и станки для раскроя плит с программным управлением (ЦТМФ). На рис. 5 показана схема форматного станка с кареткой и верхним расположением двух пил (ЦФ-2). Кяретка с щитом перемещается на роликах по направляющим. Пильные суппорты закреплены на поперечной направляющей 6, на которой пилы могут смещаться для изменения расстояния между ними. Подача каретки механизирована с помощью гидропривода. Плиты или щиты опиливаются со всех сторон за два прохода, так как в станке установлено два пильных суппорта. Форматно-обрезной станок ЦТЗФ-1 имеет три пилы, а станок ЦТМФ — один продольный и десять поперечных пильных суппортов. Кроме того, станок ЦТМФ имеет программное управление. Количество одновременно задаваемых программ раскроя — 7 шт. Это способствует повышению производительности на операции раскроя и выхода заготовок. Расчет производительности круглопильных станков. Производительность торцовочных станков зависит от способа раскроя, сортности пиломатериалов, длины заготовок, организации рабочего места, типа станка.
Рис. 5. Схема форматно-кои-церавнительного станка с кареткой:
1 — каретка, 2 — направляющие, 3 — ролики, 4 — раскраиваемый щит или плита, 5 — пильные суппорты, 6 — поперечная направляющая
Организация рабочих мест и приемы работы на круглопильных станках. На производительность круглопильных станков влияет организация рабочих мест, степень механизации технологических и вспомогательных операций, наличие приспособлений для раскроя материала на заготовки. Станки для поперечного раскроя пиломатериалов на заготовки оборудуют роликовыми столами. Длина стола определяется наибольшей длиной раскрываемой доски (левая часть, считая от пильного диска) и наибольшей длиной получаемой заготовки (правая часть). Торцовочные станки обслуживаются одним станочником и одним-двумя рабочими низшей квалификации. Станочник стойт у станка, осуществляя операции раскроя. Первый рабочий подает доски из штабеля на роликовый стол и помогает станочнику устанавливать их в соответствующее положение перед пилой. Второй рабочий убирает со стола оторцованные заготовки и обрезки и укладывает их в штабеля и контейнер. Если нет второго рабочего, его работу выполняет сам станочник. Чтобы обеспечить правильное положение доски или заготовки в момент пиления, применяют мерные упоры, позволяющие получать заготовки заданных длин. Упоры чаще всего крепят к линейке стола. Хорошо, если конструкция упоров позволяет передвигать их по линейке для изменения нужного размера заготовок. Схема организации рабочих мест у торцовочного станка ЦПА-40 показана на рис. 7. Станок оборудован роликовым столом. Вдоль стола раположена линейка с мерными упорами. Вагонетка со штабелем досок помещается у станка на подъемном лифте.
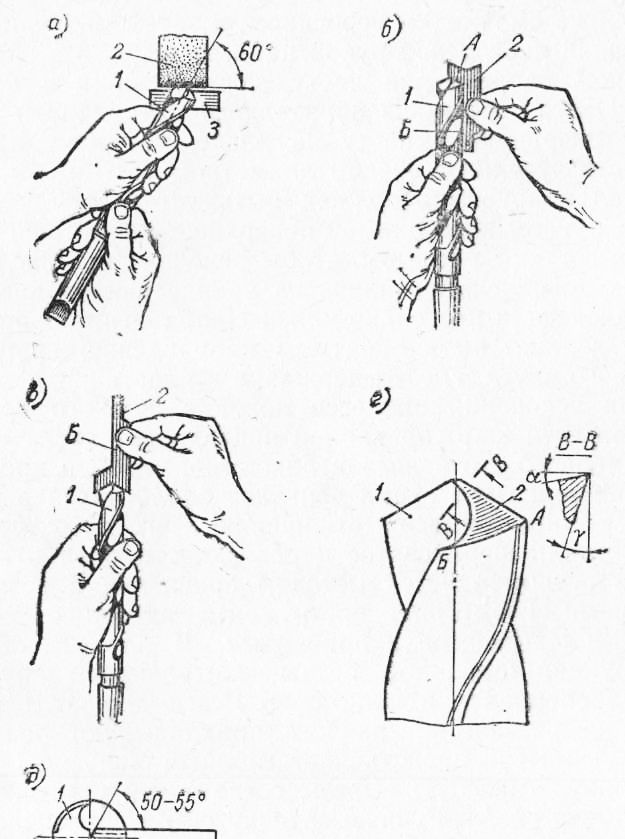
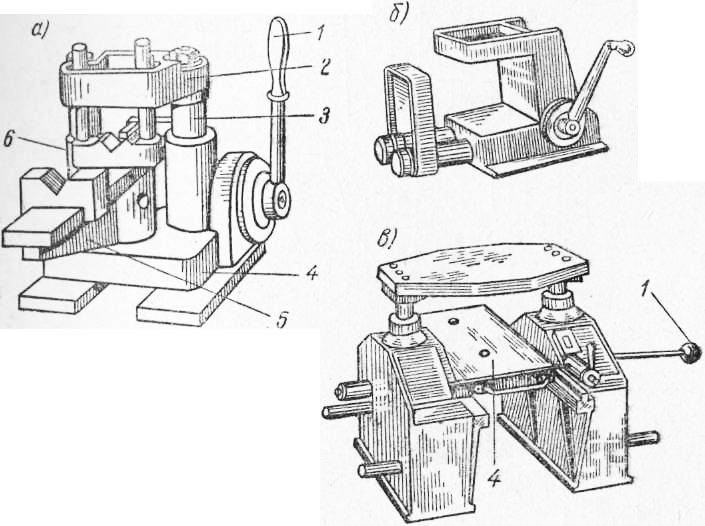
Рис. 6. Упоры для отмеривания длины заготовок:
а — откидные упоры, б — утепляемые упоры; 1 — заготовка. 2— упор, 3 — линейка, 4 — фиксатор, 5 — упорный брусок, 6,7 — оси крепления упоров
Прирезные станки для продольного раскроя длинных досок на заготовки также снабжены роликовыми столами для облегчения подачи досок на пилу. При раскрое кратных (широких) заготовок на одинарные (узкие) необходимость в длинном роликовом столе отпадает. В этом случае достаточно стола-плиты, имеющегося на станке. При выпиливании разных по ширине заготовок направляющую линейку по отношению к пиле устанавливают на получение самой широкой заготовки. Более узкие заготовки можно вырезать без перестановки линейки, для этого применяют деревянные закладки. Обычно рабочий имеет одну-две закладки, чтобы получить два-три размера заготовок по ширине. Закладку укладывают на столе станка между распиливаемым отрезком и направляющей линейкой. Ширина закладки равна разности между расстоянием от линейки до пильного диска и шириной отпиливаемой заготовки.
Рис. 7. Схема организации рабочих мест у торцовочного станка ЦПА-40: ]]
1 — ролики, 2 — роликовый стол, 3 — упорная линейка, 4 — станок, 5 — мерные упоры, 6 — штабеля заготовок, 7 — контейнер для отходов, 8 — штабель досок, предназначенных для раскроя
Рис. 8. Схема продольной распиловки с применением закладок:
1 — направляющая линейка, 2 — закладка, 3 — распиливаемая заготовка, 4 — стол-плита
Рис. 9. Схема организации рабочих мест у прирезного станка ЦДК4-2:
1 — штабель необработанных заготовок, 2 — станок, 3 — штабеля готовых заготовок и обрезков
На рис. 9 показана схема организации рабочих мест у прирезного станка ЦДК4-2 с механической подачей. Станок обслуживается двумя рабочими. Станочник берет обрезки кратных заготовок из штабеля и направляет их по одной в станок. Второй рабочий принимает из станка готовые заготовки и обрезки-отходы, укладывает их в штабеля или возвращает в случае необходимости кратную заготовку станочнику для второго прохода.
Рис. 10. Схемы ленточнопильных станков:
а — делительных, б — столярных; 1 — нижний приводной шкив, 2— пильная лента, 3 — верхний натяжной шкив. 4— механизмы подачи, 5 — стол, 6 — противовес, 7— направляющее устройство пильной ленты, 8 — поворотный сегмент
Ленточнопильные станки. Ленточнопильные станки для раскроя древесных материалов в зависимости от назначения разделяются на следующие группы: – станки делительные с механизированной подачей для продольного раскроя брусьев, толстых досок и горбылей на тонкие доски или заготовки; – станки столярные с подачей вручную или съемным автоподат-чиком для прямолинейного и криволинейного раскроя пиломатериалов, щитов, плит и фанеры. Ленточнопильные станки делительные могут быть вертикальные и горизонтальные, столярные — только вертикальные. Делительный станок ЛД125-2 имеет стол и механизм подачи, состоящий из двух кареток с тремя приводными вертикально установленными роликами. Левая каретка имеет рифленые ролики и перемещается .относительно пильной ленты вручную штурвалом или с помощью гидравлики, включаемой ножной педалью. Правая каретка снабжена гладкими роликами. Расстояние от пилы до поверхности этих роликов определяет толщину отпиливаемой доски или заготовки. Перемещение правой каретки — ручное с фиксацией в любом положении по лимбу. Привод подающих роликов осуществляется зубчатой и винтовой передачами через клиноременный вариатор. Станок имеет колодочный тормоз барабанного типа с гидравлическим приводом, автоматически срабатывающий при остановке станка или обрыве пилы. Управление станком сосредоточено у основного рабочего места. В состав органов управления входят: штурвал раздвижения подающих роликов, кран управления, штурвал управления вариатором, пульт управления и кнопка «Стоп». У вспомогательного рабочего места находятся штурвал подъема верхнего шкива и аварийная кнопка «Стоп». У столярных станков ЛC 40-01 и ЛC 80-01 станины чугунные, составные, коробчатой формы с хоботом для установки верхнего шкива. Стол может устанавливаться под углом 45° к горизонтальной плоскости. Для этого он монтируется на поворотном сегменте. В столе имеется паз для перемещения направляющей линейки. Станок имеет направляющие устройства для пильной ленты. Одно из них устанавливают ниже плоскости стола, другое — выше раскраиваемого материала на 10…15 мм. Управление столярным станком аналогично управлению делительным станком. Приемы работы на станке. Материал на криволинейные заготовки раскраивают чаще всего после разметки, которую проводят следующим образом. На раскраиваемый материал накладывают заготовки-шаблоны с учетом более рационального использования площади материала и расположения пороков. Затем шаблоны очерчивают по контуру карандашом. Станочник должен таким образом направлять заготовку на пилу, чтобы линия пропила совпадала с линией нанесенного контура. Криволинейные заготовки можно выпиливать и без разметки, но в этом случае пользуются шаблонами и специальными приспособлениями, позволяющими получить заданный профиль. Подавать материал на пилу надо после того, как она достигнет рабочей скорости. Скорость и усилие подачи не должны быть чрезмерными, чтобы не допустить перегрузки пилы. Организация рабочего места. Ленточнопильный станок при раскрое короткого материала (до 1 м) обслуживает один рабочий. При раскрое длинных досок и широких плит или щитов станок обслуживают двое рабочих. Второй рабочий в этом случае подает материал, поддерживает его во время раскроя и убирает заготовки и отходы. На рис. 11 показана схема организации рабочего места у ленточнопильного станка, обслуживаемого одним станочником. Слева от станочника расположен штабель материала, подлежащего раскрою, справа — штабель выпиленных заготовок. Установка и смена пильной ленты. Пильная лента — режущий инструмент ленточнопильного станка — представляет собой узкую длинную пилу, концы которой соединены пайкой. Получается замкнутое бесконечное пильное полотно. Ширину пильной ленты выбирают с учетом кривизны контура выпиливаемых заготовок. Чем меньше радиус кривизны заготовок, тем уже должно быть полотно пилы. Широкая пила будет зажиматься в криволинейном пропиле. Это может вызвать увод пилы в сторону, соскакивание ее со шкивов и даже обрыв. Для раскроя досок на криволинейные заготовки обычно применяют узкие пильные ленты (до 40 мм). При распиловке материала на прямолинейные заготовки берется пильная лента максимальной , ширины, допускаемой данным станком. Зубья ленты затачивают так же, как и у круглых плоских пил. Развод на сторону должен составлять 0,15.. .0,3 мм. Пильную ленту устанавливают на станке в следующем порядке. Ограждение шкивов и пильной ленты отводят в сторону, верхний шкив опускают в нижнее положение и на него надевают ленту. Затем ленту надевают на нижний шкив. Верхний шкив поднимается, при этом необходимо зафиксировать натяжной груз (противовес) в верхнем положении. После этого проверяют соосность шкивов проворачиванием их вручную, наблюдая за движением пильной ленты. Пильная лента не должна смещаться по ширине шкивов при их вращении. После проверки соосности шкивов и положения на них пильной ленты полотно пилы окончательно натягивают. Необходимо добиться оптимального натяжения. Слабо натянутое полотно нагревается из-за пробуксовки на нижнем шкиве, колеблется, при пилении получается волнистый пропил. Сильное натяжение может вызвать разрыв пильного полотна.
Рис. 11. Схема организации рабочего места у ленточнопильного станка:
1 — штабель материала, 2 — станок, 3 — штабель заготовок
Нельзя работать тупой пилой, это ведет к ее перегрузке. При затуплении зубьев лучше заменить полотно пилы. Брак при раскрое и меры его предупреждения. При работе на торцовочных станках возможны следующие виды брака: неточный размер заготовок по длине, косые и рваные торцы. Причина получения неточных размеров заготовок по длине — неправильная установка мерных упоров или направляющей линейки. Косые торцы получаются в том случае, если пила имеет перекос относительно вертикальной плоскости или направляющая линейка неперпендихулярна пильному диску. Рваные торцы получаются при работе тупыми пилами и при неравномерной подаче (рывками) материала на пилы. На станках для продольной распиловки бывают следующие виды брака: неточная ширина получаемых заготовок, нечистая распиловка (мшистость). Неточная ширина заготовок получается при плохой настройке станка; неправильной установке направляющей линейки (по расстоянию от пильного диска и по параллельности ему); применении закладок не тех размеров; плохой заправке материала в станок без равномерного прижима кромки к направляющей линейке. Мшистость на поверхности распила будет при работе тупыми пилами и неравномерной подаче (рывками) материала на пилу. Меры предупреждения брака при работе на круглопильном станке сводятся к соответствующей настройке его, к работе хорошо заточенными пилами, к внимательному и тщательному выполнению станочником всех приемов работы на станке. Правила техники безопасности при работе на круглопильных и ленточнопильных станках. Круглопильные и ленточнопильные станки являются объектом повышенной опасности, так как пильные диски вращаются со скоростью до 3000 об/мин, а лента движется со скоростью до 50 м/с. Станочник должен хорошо знать конструкцию станка, безопасные приемы работы и правила техники безопасности. Основные правила техники безопасности при работе на кругло-пильных станках следующие: При работе на ленточнопильном станке необходимо соблюдать общие правила техники безопасности. Конструкция станка предусматривает обязательное ограждение шкивов и пильной ленты. Предохранительный футляр-ограждение нисходящей (рабочей) ветви пильной ленты следует устанавливать настолько низко, насколько позволяет толщина раскраиваемого материала. Тормоз должен быть сблокирован с пусковым устройством. Включать станок можно только после тщательного его осмотра, проверки соосности шкивов, положения пильной ленты и натяжения ее. При работе на станке станочник должен быть предельно внимательным, особенно при выпиловке мелких заготовок сложного профиля. Организация производственного потока и планировка оборудования в раскройных цехах. Технологический процесс в раскройном цехе или на раскройном участке — последовательная обработка материала, включающая операции поперечного и продольного раскроя и иногда фрезерования. Эти операции выполняют на торцовочных, прирезных и продольно-фрезерных станках, установленных в определенной последовательности. Материал между станками и рабочими местами передвигается конвейерами, тележками, вагонетками. Движение всей массы обрабатываемого материала по станкам и рабочим местам данного производства называется производственным потоком. Русло потока должно быть прямоточным, т. е. оборудование в потоке должно быть расположено в таком порядке, в каком выполняются технологические операции, и материал должен двигаться в определенном направлении и кратчайшим путем, без возвратных и петлеобразных движений. Самым совершенным является непрерывный поток, в котором оборудование располагается в порядке выполнения операций, а количество и производительность его на отдельных операциях обеспечивают переход обрабатываемого материала с одной операции на другую без задержки. Совокупность оборудования и транспортных средств в потоке называют поточной линией. Поточные линии раскроя материалов на заготовки различают по степени механизации, составу технологических операций и схеме раскроя. По степени механизации линии раскроя пиломатериалов подразделяют на немеханизированные (ручные), механизированные и полуавтоматические. Автоматические линии при раскрое пиломатериалов не применяются вследствие необходимости индивидуального подхода при оценке качества и размеров каждой раскраиваемой доски. Немеханизированная поточная линия состоит из отдельно стоящих станков, расположенных в порядке последовательности технологического процесса. Станки не связаны между собой транспортными устройствами. Материал (заготовки) с одного рабочего места на другое передается рабочими вручную.
Рис. 12, Схема планировки обоудования в раскройном цехе (поперечно-продольный раскрой):
1 — роликовый конвейер, 2 — наклонный лифт, 3 — питательный стол, 4, 14 — рейсмусовые станки, 5, 9 — торцовочные станки, 6 — прирезной многопильный станок, 7 — карусельный сортировочный стол, 8— однопильный прирезной станок, 10— шипорезный станок, 11 —сборочный станок, 12 — фуговальный станок, 13 — клеильные агрегаты, 15 — станки для заделки сучков
В механизированной поточной линии материал между рабочими местами передается конвейерами (ленточными, роликовыми, цепными). В полуавтоматической линии все транспортные операции автоматизированы. Рабочие обслуживают станки, загружают первый станок, снимают заготовки с последнего станка и выполняют функции контролера качества обработки. По составу операций поточные линии раскроя могут включать только операции раскроя или операции раскроя плюс операции калибрования и разметки. Расположение оборудования в линии определяется схемой раскроя. При продольно-поперечном раскрое первым в линии из круг-лопильных станков будет стоять прирезной станок, а затем торцовочный. При поперечно-продольном, наоборот, сначала торцовочный, затем прирезной. Часто в раскройных цехах кроме раскройных поточных линий размещаются также линии сращивания по длине и линии склеивания по ширине. На линии раскроя обрезные и необрезные пиломатериалы раскраивают на заготовки для стройдеталей по поперечно-продольной схеме. В линии раскроя предусмотрено калибрование досок. Производственный процесс протекает следующим образом. Пакет сухих пиломатериалов роликовым конвейером подается на наклонный лифт, с которого доски сползают на питательный стол перед рейсмусовым станком. С рейсмусового станка калиброванные доски роликовыми конвейерами передаются на торцовочный станок. Полученные отрезки переходят по конвейеру к многопильному прирезному станку, откуда заготовки попадают на карусельный сортировочный стол. Со стола заготовки снимаются рабочим в пакеты. Маломерные отрезки по длине и ширине укладывают в отдельные пакеты, которые потом подаются соответственно на линию сращивания по длине и линию склеивания по ширине. Линия сращивания отрезков по длине включает торцовочный станок, шипорезный станок и сборочный станок. Линия склеивания отрезков по ширине состоит из однопильного прирезного, фуговального станка, клеильного агрегата и рейсмусового станка. В цехе предусмотрены также станки для заделки сучков. Реклама:Читать далее:Механическая обработка черновых заготовокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|



|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|