|
|
Категория:
Эксплуатация транспортного оборудования цехов В различных отраслях машиностроения широко применяют сплошные и полые изделия круглого сечения с переменным по длине диаметром. К таким изделиям относятся ступенчатые и конические валы и оси, полуоси для автомобилей, торсионные валы, шпиндели текстильных веретен и др. Получение их резанием из круглого сортового проката или поковок ведет к значительному перерасходу металла (до 25% металла и более уходит в стружку), что требует большого парка металлорежущих станков для непроизводительных обдирочных работ. Поперечно-вин-товой пресс прокатки круглых периодических профилей на специальных трехвалковых станах позволяет исключить операции ковки и черновой механической обработки на металлорежущих станках. Сущность процесса поперечно-винтовой прокатки круглых периодических профилей с натяжением на трехвалковых станках состоит в том, что нагретая до температуры прокатки круглая заготовка мерной длины, деформируясь за один проход в поперечном направлении тремя приводными валками дисковой или конической формы, вращается вместе с валками и перемещается в осевом направлении со значительным регулируемым осевым усилием, создаваемым натяжным устройством через свободно вращающийся патрон, удерживающий передний конец заготовки. Во время прокатки для изменения диаметра прокатываемого профиля по длине валки сближаются и разводятся в радиальных направлениях гидравлическим нажимным механизмом, управляемым гидравлической следящей системой в соответствии с профилем сменной копировальной линейки. Непосредственная связь с копиром, определяющим профиль готового изделия, обеспечивает требуемую точность его периода по длине за счет совместного движения вместе с натяжным устройством.
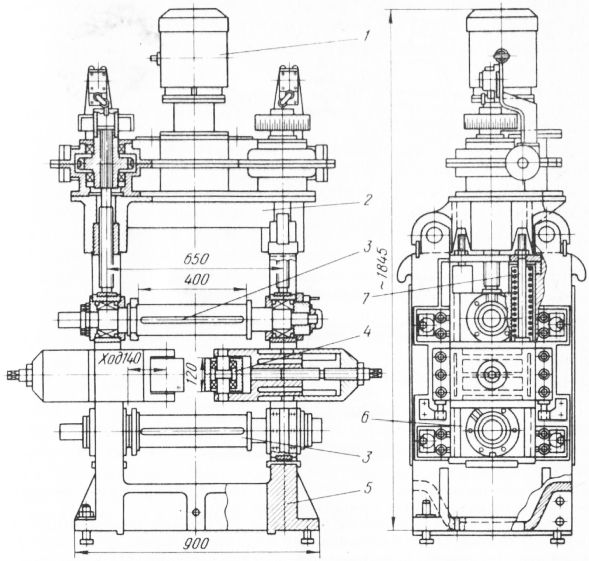
Рис. 1.Формовочная клеть профилегибочного стана конструкции ВНИИметмаша:
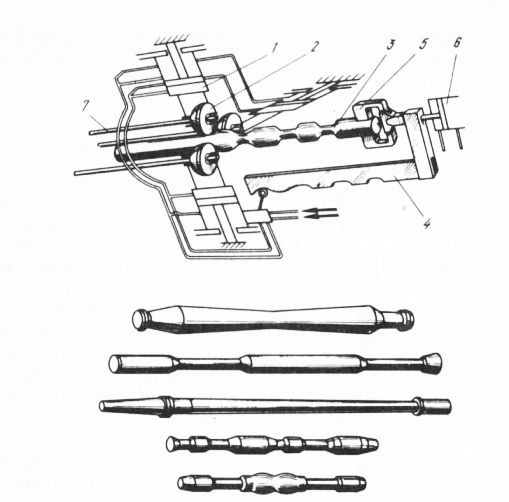
Рис. 2. Схема поперечно-винтовой прокатки круглой заготовки переменного сечения на трехвалковом стане с коническими валками: Оси рабочих валков наклонены к оси прокатки и создают составляющую окружной скорости валков, которая способствует вытяжке металла. Угол наклона для дисковых валков составляет (3 = 3 -г 6° и для конических /3 = 46 -г 60°. При поперечно-винтовой прокатке между прокатываемым металлом и боковыми поверхностями валков возникает тангенциальное скольжение, снижающее результирующую контактную силу трения и увеличивающее расход энергии на деформацию металла. Для прокатки круглых периодических профилей различного назначения диаметром от 5—12 до 135—250 мм и длиной 700—5100 мм ВНИИ-метмашем разработан ряд типоразмеров автоматизированных трехвал-ковых станов : 10, 20, 50, 70, 80, 100, 120, 220, которые обеспечивают производительность 0,02—33 т/ч при скорости прокатки соответственно 2—6 м/мин и натяжении 10—600 кН. Получаемый на трехвалковых станах круглый периодический прокат из углеродистых и легированных сталей характеризуется высокой точностью геометрических размеров и качественной поверхностью. Точность проката по диаметру не превышает + 1,5% от диаметра заготовки, а по длине находится в пределах 0,8-1,5 мм (для изделий длиной до 800 мм) и 1-4 мм (для изделий длиной до 3500 мм).Кроме того, прокатные профили обладают повышенными пластическими свойствами. Реклама:Читать далее:Станы для прокатки фасонных профилей высокой точностиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|