|
|
Категория:
Деревообрабатывающие станки Далее: Фуговальные станки На продольно-фрезерных станках для обработки пластей досок, брусков и заготовок применяют режущий инструмент в виде ножевых валов и ножевых головок, режущей частью которых являются съемные строгально-фрезерные ножи. Для обработки кромок в качестве режущего инструмента используют фрезы и ножевые головки. Фрезы применяют также и для формирования продольной поверх ности пласти. Для фрезерования поверхностей заготовок из древесностружечных плит (и других прессованных полуфабрикатов) применяют тонкие ножи, оснащенные пластинками из твердого сплава.
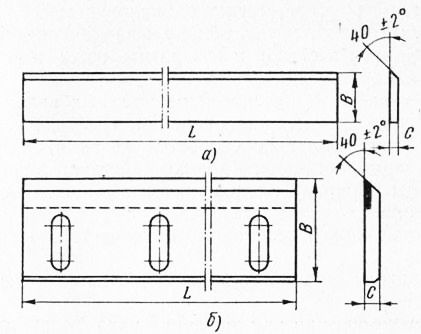
Рис. 1. Строгально-фрезерные ножи тонкие (а) и толстые (б)
Ножевые валы являются одновременно и рабочими элементами станка и описаны ранее. Ножевая головка в отличие от ножевого вала служит только для закрепления ножей. Вращение ей сообщает шпиндель станка, на котором ее закрепляют. Для этого по центру головки сделано отверстие. Способы крепления ножей на ножевой головке идентичны креплению их на ножевых валах. На продольно-фрезерных станках применяют тонкие ножи толщиной 3 мм (рис. 1, а) и толстые толщиной Ю мм (рис. 1, б). Максимальная длина тонких ножей 1610 мм (зависит от длины ножевого вала), а толстых — 310 мм; ширина тонких ножей — 25, 32, 40 и 45 мм, толстых — 100, 110 и 125 мм. В толстых ножах предусмотрены закрытые прорези для крепления их на квадратных ножевых валах или головках. Угол заострения режущей кромки ножей равен примерно 40°. Станочник должен получать хорошо заточенные и сбалансированные ножи. Плоскости ножей при изготовлении обязательно шлифуют, на них не допускаются расслоения, раковины, зазубрины, заусенцы и следы коррозии. Твердость режущей кромки должна находиться в пределах 55 — 59 HRC. Допускаемая разнотолщинность у тонких ножей 0,05 мм на длину ножа, у толстых —до 0,1 мм. Отклонение от! прямолинейности режущей кромки должно быть в пределах 0,025 мм на 100 мм ее длины. Кроме того, парные ножи должны иметь одинаковую массу, а центры их тяжести находиться на одинаковом расстоянии от концов ножа. Это значит, что обе половины каждого парного ножа (от середины до края) также должны быть одинаковой массы. Массу парных ножей л положение центров их тяжести проверяют взвешиванием на балансировочных весах. При обнаружении разницы в массе ножи уравновешивают (балансируют), снимая часть металла с тыльной кромки более тяжелого ножа ( или с более тяжелой части ножа). Винты, клинья и другие элементы ножевых валов и головок, входящих в комплект, также должны иметь соответственно одинаковую массу. Если в процессе работы будет обнаружена вибрация ножевого вала, необходимо остановить станок и возвратить ножи в ножеточный цех для проверки балансировки. Установка и закрепление ножей на ножевых валах и в ножевых головках — очень ответственная операция, требующая определенного навыка. Вследствие больших скоростей резания, применяемых на продольно-фрезерных станках, на ножи действуют значительные центробежные силы. Поэтому плохое крепление ножей может привести к поломке станка. При установке ножей необходимо руководствоваться следующими правилами. Выверка положения режущих кромок с помощью бруска показана на рис. 129, а. Ножевой вал со слегка закрепленными на нем ножами фиксируют в положении, при котором один из них выступает из паза на 1—2 мм над стружколомателем. После этого устанавливают задний стол станка по высоте так, чтобы нож при поворачивании вала вручную едва касался уложенного на одной стороне стола правильно обработанного бруска 3 из древесины твердых пород. Затем брусок переносят на противоположную сторону стола и, поворачивая вал, добиваются соприкосновения бруска со вторым концом ножа. При этом же положении стола проверяют правильность установки остальных ножей. Если между бруском и ножом окажется зазор (не будет касания), то нож несколько выдвигают; если брусок будет лежать на кромке ножа, то последний, наоборот, несколько вдвигают в паз. Точность установки с помощью бруска составляет 0,08 — 0,15 мм (разница в размерах радиусов окружности резания). Наиболее точно можно выверить положение ножей, пользуясь рамкой с индикатором (рис. 1, б). Задний стол устанавливают приблизительно по высоте и на него помещают рамку таким образом, чтобы наконечник индикатора опирался на режущую кромку ножа. Отметив показание прибора, его устанавливают у второго конца ножа, а затем сравнивают оба показания. Если разница между ними не больше 0,1 мм, то положение ножа правильное; если разница больше, положение ножа изменяют, «утопляя» его Выступающий конец или выдвигая другой конец. Таким способом проверяют и остальные ножи, закрепленные на валу.
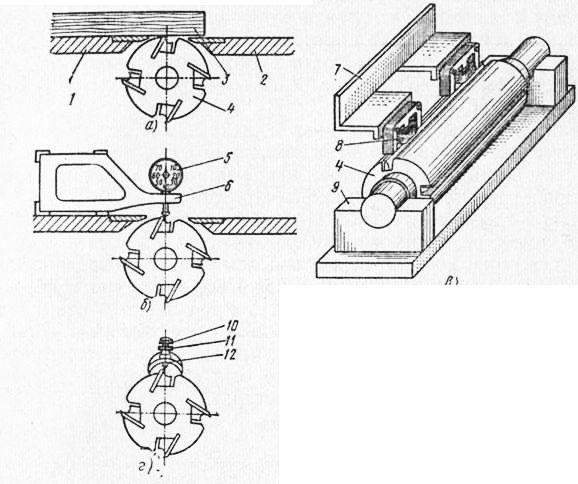
Рис. 1. Способы выверки положения режущей кромки ножа:
а — с помощью бруска, б — рамкой с индикатором, в — с помощью приспособления с электромагнитами, г — шаблоном- 1 — задний стол, 2 — передний стол, 3 — брусок, 4 — ножевой вал, 5 — индикатор, б — рамка, 7 — кронштейн, 8 — электромагнит, 9 — основание, 10 — винт шаблона, 11 — контргайка, 12 — шаблон
На рис. 1, в показано приспособление, при помощи которого с точностью до сотых долей миллиметра можно быстро установить нож на ножевых валах как на станке, так и вне его. Оно состоит из двух электромагнитов, закрепленных на кронштейне. При выверке ножей кронштейн с электромагнитами устанавливают на подставке (или на столе станка). Ножевой вал располагают так, чтобы один из его ножей находился под электромагнитами. При подключении катушек к сети переменного тока электромагниты притягивают нож, его слегка закрепляют в этом положении и отключают катушки электромагнитов. Таким образом последовательно устанавливают все ножи. По втому принципу разработаны приспособления для установки ножей на ножевых головках и сменных резцов на цилиндрических фрезах. Для выверки положения ножей на ножевых головках вне станка пользуются шаблоном. Его помещают непосредственно на ножевой головке в положении, показанном на рис. 1, г. Вращая винт, доводят его до соприкосновения с ножом и закрепляют контргайкой, затем шаблон переносят на противоположный конец ножа и проверяют касается ли винт и здесь режущей кромки. Если нужно, положение ножа регулируют. Выверив положение режущих кромок, ножи окончательно закреп ляют на валу (головке). Болты нужно затягивать, переходя от середины вала (головки) к его краям, в противном случае можно изогнуть нож, по этой же причине затягивать болты нужно постепенно, в несколько приемов, и, чтобы избежать срыва резьбы, пользоваться только стан дартными ключами. Закрепив ножи, включают станок и, дождавшись, когда вал разовьет нужную частоту вращения, выключают его. Еще раз ключами под тягивают все болты или винты (при креплении клиньями) и, осмотрев ножи, станок считают подготовленным к работе. Даже при самой тщательной выверке положения ножей радиусы вращения точек режущих кромок различаются на 0,04 — 0,06 мм Поэтому режущие кромки перед началом работы выравнивают — дополнительно фугуют. Фугованные ножи все участвуют в формировании поверхности, вследствие чего чистота ее обработки повышается. Продольно-фрезерные станки могут быть оборудованы приставным заточным устройством, позволяющим затачивать и фуговать ножи непосредственно на ножевом валу. Это сокращает время, потребное на переточку ножей, их установку и выверку. Реклама:Читать далее:Фуговальные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|