|
|
Категория:
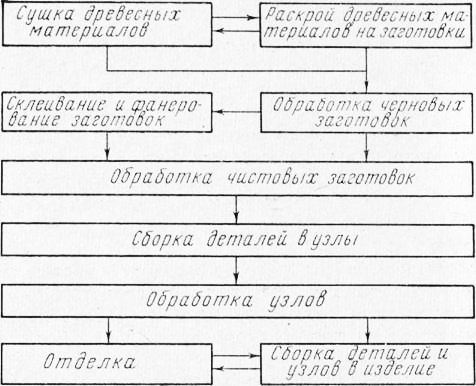
Фанеровальные работы Производственный процесс представляет собой совокупность всех процессов, связанных с превращением поступающих на предприятие сырья и материалов в готовую продукцию. Он включает как непосредственное воздействие станков, инструментов и труда рабочих на сырье и материалы, из которых изготовляют изделия, так и все сопутствующие процессы, не влияющие на форму или свойства обрабатываемого материала, но необходимые для планомерного осуществлении процесса производства. Технологический процесс является той частью производственного процесса, которая непосредственно связана с изменениями размеров, форм и свойств перерабатываемых материалов. Технологический процесс подразделяется на стадии. Основные стадии технологического процесса мебельного производства (рис. 1)—это сушка древесины, ее раскрой, обработка черновых заготовок, оклеивание их и фанерование, обработка чистовых заготовок, оборка деталей в узлы, обработка узлов, отделка узлов и деталей и сборка их в изделие. Сушка является одной из первых стадий технологического процесса, так как мебельные изделия можно изготовлять только из сухой древесины. В сушильном цехе влажность материалов доводится до установленной нормы. Раскрой позволяет получать из досок черновые заготов’ки. Последовательность стадий сушки и раскроя Можно изменять. Возможен сначала раскрой материалов, а затем их сушка и, наоборот, сначала сушка, а после раскрой. При поступлении на предприятие готовых черновых заготовок стадия раскроя из технологического процесса исключается. Обработка черновых заготовок следует за раскроем. Заготовкам придают правильную форму и нужные размеры. Если требуется, черновые заготовки склеивают, получая заготовки больших размеров, и фанеруют. Черновые заготовки склеивают и фанеруют перед их окончательной обработкой. При изготовлении нефанерованной мебели стадия фанерования из технологического процесса исключается.
Рис. 1. Общая схема стадий технологического процесса изготовлеиия мебельных изделии
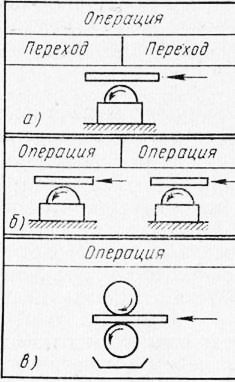
Обработка чистовых заготовок заключается в зарезке шипов и проушин, сверлении, шлифовании и др. При этом заготовкам придают форму и размеры, заданные чертежом. Стадии сборки деталей в узлы, обработки узлов, а также -сборки узлов и деталей в изделие, затем его отделки являются заключительными. Последовательность стадий в технологическом процессе может быть различной и зависит от конструкции, назначения изделий и организации производства. Каждая стадия технологического процесса мебельного производства в свою очередь может быть разделена на технологические операции. Операция — это часть технологического процесса, осуществляемая на одном станке или на одном рабочем месте. Операция охватывает все последовательные действия рабочего по обработке на станке или вручную одной заготовки до перехода к обработке следующей заготовки. Технологическая операция может быть расчленена на несколько операций или несколько операций могут быть заменены одной. Количество операций, входящих в технологический процесс обработки заготовки, зависит от уровня техники и организации производства на данном предприятии. Укрупнение или расчленение операции имеет очень важное производственное значение. Расчленение крупной операции на более мелкие позволяет рабочему лучше приспособиться к их выполнению, что способствует повышению производительности труда. Например, клей можно наносить поочередно на одну и другую пласти заготовки за два перехода (рис. 2, а). В этом случае после нанесения клея на первую пласть заготовку возвращают обратно в клеенаносящий станок, для нанесения клея на вторую пласть. Более рационально расчленить эту операцию на две (рис. 2, б), т. е. после нанесения клея на первую пласть подавать заготовку в другой клеенаносящий станок для нанесения клея на вторую пласть. При такой организации труда не требуется возврата заготовки в клеенаносящий станок, на что иногда затрачивается значительно больше времени, чем на выполнение самой операции. Производительность еще больше увеличивается, когда клей одновременно наносят за одну операцию на обе пласти заготовки в один проход (рис. 2, в).
Рис. 2. Нанесение клея на пласти заготовки: а — за одну операцию в два перехода, б — за две операции, в — за одну операцию в один проход
В организационном отношении технологический процесс производства разделяется на соответствующие технологические процессы производственных цехов, приспособленных к выполнению определенных его стадий. В свою очередь технологический процесс каждого цеха может быть разделен на более или менее мелкие технологические процессы производственных участков и отделений. Так, например, технологический процесс клеилыно-фанеровального цеха может подразделяться на технологические процессы участков нанесения клея, склеивания и фанерования, устранения дефектов, контроля качества и др. Реклама:Читать далее:Организация технологического процесса мебельного производстваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|