|
|
Категория:
Сварные соединения К этой группе элементов сборочно-сварочной оснастки относятся домкраты, стяжки и распорные устройства. Домкраты служат для создания опорных баз при установке деталей собираемого узла, для силового воздействия на элементы собираемого изделия с целью прижима их друг к другу, для под-жатия сварочных подкладок с обратной стороны свариваемых кромок. В технологической оснастке, как правило, используются в основном только механические домкраты — винтовые и реечные. Наиболее распространены домкраты первого типа, самотормозящие. По характеру установки на корпусе приспособления они могут быть постоянными, съемными и откидными. Подъем может осуществляться или за счет вращения винта, или, реже, гайки. Домкраты являются силовыми узлами, поэтому рассчитываются как винтовые прижимы. Рычажно-реечные домкраты применяются при сборке в стесненных условиях, где затруднена установка винтового домкрата. Стяжки предназначаются для стягивания при сборке двух или нескольких деталей, для выравнивания кромок и т. п. Стяжки различаются по их конструктивному исполнению и характеру привода. В связи с этим различают стяжки стоечные, кольцевые и специальные, а по способу приведения в действие — винтовые, эксцентриковые, рычажные и комбинированные.
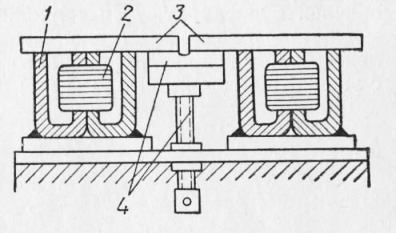
Рис. 1. Схема электромагнитного прижима:
1 — сердечник электромагнита, 2 — обмотка, 3 — собираемые детали, 4 — сварочная подкладка с винтовым прижимом
В оснастке сварных узлов авиационных конструкций они часто используются для стягивания и выравнивания кромок при сборке обечаек под сварку. Для тонколистовых материалов обычно применяются кольцевые стяжки, изготовленные из тонкой стальной ленты, троса, спрофилированного по окружности элемента и т. п. с эксцентриковым, винтовым или рычажным прижимом.
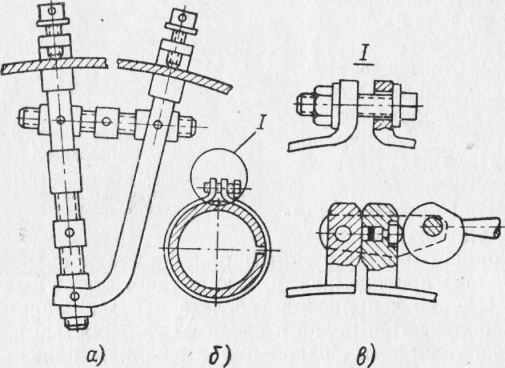
Рис. 2. Схемы механических стяжек:
а — комбинированная рычажно-винтовая стяжка, б — кольцевая стяжка, в — эксцентриковая стяжка
Распорные устройства предназначаются для выравнивания кромок собираемых обечаек, для калибровки сваренных цилиндров, выпрямления вмятин, поджима сварочных подкладок и т. п. По конструктивному исполнению они очень разнообразны. Для сварных цилиндрических изделий и изделий других форм тел вращения особенно широко применяются винтовые распорки с радиально расположенными винтами. Распорное устройство для правки и калибровки тонкостенных сварных обечаек представлено на рис. 56, в. Оно состоит из двух раздвижных секторов, имеющих наружную поверхность по форме обечайки, и винтовых распорок. После того как сваренная обечайка обтянута по поверхности секторов, ее обстукивают резиновой или деревянной киянкой. Иногда при сборке тонколистовых обечаек с целью получения большей жесткости и точности контура кромок применяют одновременно и стяжное и распорное устройства. В сборочно-сварочной оснастке в авиационной промышленности для сборки цилиндрических изделий и поджима сварочных подкладок часто применяются специальные распорные устройства — клиновые или пневматические. В них сварочная подкладка устанавливается на корпусе разжимных секторов. Секторы разжимаются или с помощью пневмопривода (цилиндры или камеры), или клином, приводимым в движение силовым винтом или пневмоприводом.
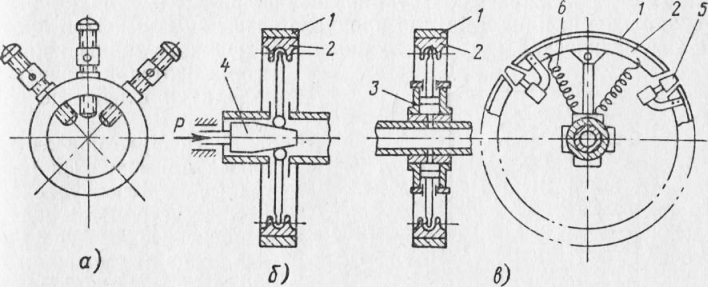
Рис. 3. Схемы распорных устройств:
а — винтовая распорка с радиально расположенными винтами, б — клиновое распорное устройство, в — пневматическое распорное устройство.
Такие устройства позволяют калибровать кромки тонкостенных обечаек и осуществлять надежный поджим сварочной подкладки. Зазоры между секторами подкладки в разжатом состоянии выбираются с помощью клиновых вставок, укрепленных на концах секторов. В момент сжатия секторов эта вставка выжимается из зазора между ними и отходит вниз; при разжиме она пружиной проталкивается вверх и заполняет зазор. Для облегчения обратного хода секторов при сжатии устанавливаются пружины. Подобные устройства применяются в приспособлениях для контактной сварки и сварки плавлением. Реклама:Читать далее:Специальные устройства сборочно-сварочной оснасткиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|