|
|
Категория:
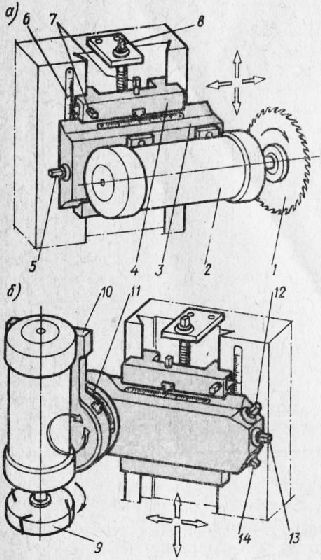
Деревообрабатывающие станки Далее: Шлифовальные агрегаты Суппортом называется часть станка, предназначенная для подачи или настроечных перемещений рабочих органов на заданные размеры обработки. Суппорты по количеству рабочих движений бывают одно-, двух- и трехкоординатные. Привод для настроечного перемещения в суппортах бывает ручной или механизированной. В деревообрабатывающих станках часто используют унифицированные суппорты. На рис. 1, а показан двухкоординатный суппорт с ручным приводом настроечных перемещений. Электродвигатель с режущим инструментом (пилой) установлен на горизонтальную плиту, которую можно переставлять по высоте вертикальной плитой. Пильный суппорт настраивают в горизонтальной плоскости винтом и фиксируют в заданном положении стопором. Вертикальное перемещение суппорта осуществляют винтом и фиксируют стопором. Величину перемещения отсчитывают по шкалам линеек и лимбам, укрепленным на винтах. Для выполнения шипорезных работ под углом используют суппорт с тремя координатными движениями (рис. 1, б). Электродвигатель с фрезой прикреплен к поворотной плите и установлен на горизонтально перемещаемой плите, которую можно переставлять по вертикальным направляющим станины. Режущий инструмент перемещают вертикально, горизонтально или наклоняют, вращая соответствующие винты съемной рукояткой. Отсчет при наклоне ведут по шкале и фиксируют суппорт стопором. Для точного перемете ния подвижных элементов суппорта использованы направляющие типа «ласточкин хвост».
Рис. 1. Суппорт:
а — двухкоординатный, б — с поворотным устройством; 1 — пила, 2 — электродвигатель, 3 — горизонтальная плита, 4 — вертикальная плита, 5, 8, 13 — винты, 6 — линейка, 7, 14 — стопоры, 9 — фреза, 10. подмоторная плита, 11 — шкала круговая, 12 — винт поворота
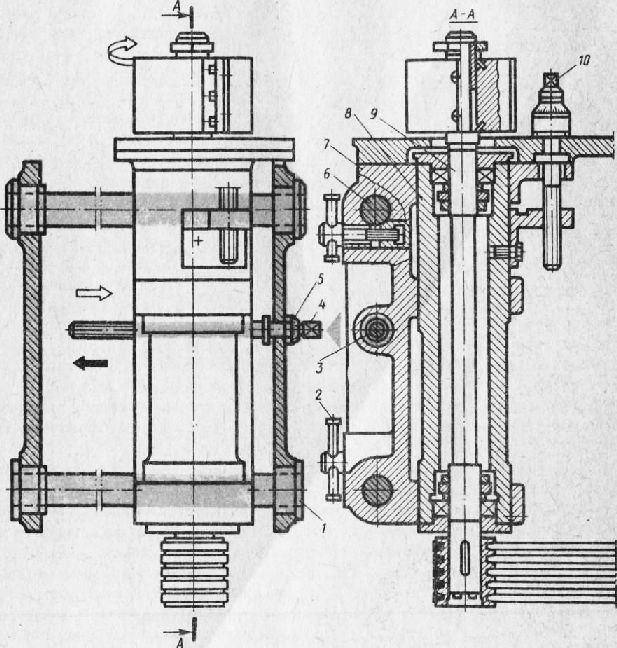
В других конструкциях суппортов применяют круглые направляющие (рис. 2). Шпиндель размещен в гильзе, которая перемещается вертикально внутри каретки. Шпиндель настраивают по высоте, вращая винт съемной рукояткой. Каретка двумя параллельными отверстиями установлена на горизонтальные направляющие скалки.
Рис. 2. Суппорт с круг:
1- эксцентриковая втулка, 2 — рукоятка зажима каретки, дыми направляющими: 3 — гайка, 4 — винт горизонтальной настройки, 5 — лимб, 6 — скалка, 7 — каретка, 8 — гильза, 9 — шпиндель, 10 — винт вертикальной настройки
Параллельность скалок регулируют на заводе-изготовителе в процессе сборки станка эксцентриковыми втулками, установленными в станине. Горизонтальная настройка суппорта осуществляется вращением винта в гайке, закрепленной в каретке. Для отсчета величины перемещения служит лимб. Закрепляют каретку на направляющих рукоятками. Реклама:Читать далее:Шлифовальные агрегатыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|