|
|
Категория:
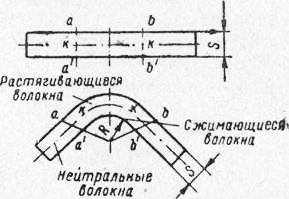
Гибка и правка металла Гибка применяется для придания заготовке изогнутой формы по заданному контуру. В процессе гибки металл подвергается одновременному действию растягивающих и сжимающих усилий. На наружной стороне заготовки в месте изгиба (рис. 1) волокна металла ab растягиваются и длина их увеличивается; на внутренней же стороне волокна а’Ь’, наоборот, сжимаются, а длина их укорачивается. И только нейтральный слой кк, или, как принято называть, нейтральная линия, в момент сгиба не испытывает ни сжатия, ни растяжения. Длина нейтральной линии после изгиба заготовки не изменяется. в тех случаях, когда напряжения изгиба не превышают предела упругости материала, деформации заготовки будут упругими, и после снятия напряжений заготовка примет свой первоначальный вид. Для получения изогнутой заготовки необходимо чтобы напряжения изгиба превышали предел упругости, тогда деформация заготовки будет пластической. При гибке заготовок из листового металла пластическая деформация всегда сопровождается упругой, поэтому в согнутой на определенный угол заготовке после снятия напряжения происходит явление распружинения, т. е. угол загиба, как правило, увеличивается, а заготовка немного выпрямляется. Угол, на который выпрямляется заготовка вследствие упругой отдачи или пружинения, называется углом деформации. Величина этого угла зависит от марки металла и толщины заготовки, а также от радиуса гибки. Существует и другой вид гибки, при котором обеспечивается получение точных углов и радиусов изгиба. Это так называемая гибка с растяжением, когда заготовка при гибке подвергается действию добавочного растягивающего усилия, при этом все волокна сечения испытывают растяжение и наблюдается лишь некоторое сокращение сечения, тогда как угол и радиус гибки остаются без изменения. Наибольшее распространение в слесарной практике получили гибочные работы, основанные на схеме простого гиба, т. е. с учетом пружинения. Возможность получения деталей с очень малыми радиусами изгиба ограничивается опасностью разрыва наружного слоя заготовки в месте изгиба вследствие чрезмерного для данного материала относительного удлинения этого слоя, а также из-за наличия дефектов поверхности заготовки (трещин, плен и др.). Величина минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от применяемой технологии гибки и качества поверхности заготовки.
Рис. 1. Схема растяжения волен кон металла при гибке
Детали с очень малыми радиусами закругления следует изготовлять из пластичных материалов или предварительно подвергать исходный материал термической обработке — отжигу. При изготовлении деталей из малопластичных материалов с относительно малыми радиусами закруглений необходимо применять более простые технологические процессы,гибки, при которых возникают незначительные растягивающие усилия из-за наличия трения заготовки о гибочное приспособление или штамп. Радиус изгиба детали не следует принимать близким к минимально допустимому, если это не диктуется конструктивными требованиями. По технологическим соображениям даже для наиболее пластичных материалов целесообразно не допускать радиус изгиба, меньший толщины заготовки. При резке на ножницах или вырубке материал заготовки вблизи линии среза наклёпывается (уплотняется) и его пластичность снижается, что ведет к увеличению значения минимально допустимого радиуса. Необходимо также иметь в виду, что с увеличением толщины механические свойства листового проката снижаются, вследствие чего значения минимально допустимого радиуса значительно повышаются. Несоблюдение основных положений при выборе радиуса гибки заготовок или деталей приводит к появлению трещин и других пороков. Гибка заготовок и деталей выполняется из полосового, листового, пруткового и профильного металла. Реклама:Читать далее:Оборудование, инструмент и приспособления, применяемые при гибкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|