|
|
Категория:
Шабрение, притирка и др. Шабрением называется операция по снятию (соскабливанию) с поверхностей деталей очень тонких частиц металла специальным режущим инструментом — шабером. Цель шабрения — обеспечение плотного прилегания сопрягаемых поверхностей и герметичности (непроницаемости) соединения. Шабрением обрабатывают прямолинейные и криволинейные поверхности вручную или на станках. За один проход шабером снимается слой металла толщиной 0,005 — 0,07 мм, шабрением достигается высокая точность — до 30 несущих пятен в квадрате 25 х 25 мм, шероховатость поверхности не более Ra 0,32.
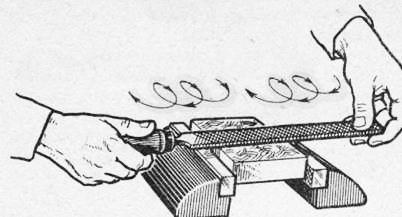
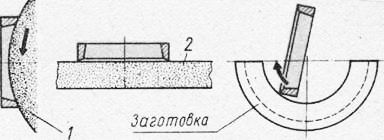
Рис. 1. Припиливание поверхности с проверкой «на краску»
Шабрение широко применяют в инструментальном производстве как окончательный процесс обработки незакаленных поверхностей. Широкое применение шабрения объясняется особыми качествами полученной поверхности, которые состоят в следующем: Ручное шабрение — трудоемкий процесс, поэтому его заменяют более производительными методами обработки на станках. Шабрению предшествует чистовая обработка резанием. Поверхность, подлежащую шабрению, чисто и точно обрабатывают, опиливают личным напильником, строгают или фрезеруют. На шабрение оставляют припуск 0,1 —0,4 мм в зависимости от ширины и длины поверхности. При больших припусках и значительных неровностях сначала припиливают личным напильником с проверкой «на краску», при этом напильник предварительно натирают мелом для устранения скольжения по краске и засаливания насечки. Напильник двигают вкруговую, снимая металл с окрашенных мест. В целях предотвращения образования глубоких рисок напильник очищают стальной щеткой. Опиливание ведут осторожно, так как при излишних проходах напильник может оставить глубокие впадины. После опиливания окрашенных пятен заготовку (деталь) освобождают от тисков и вторично проверяют плоскости на окрашенной поверочной плите, затем продолжают опиливать слой металла по новым пятнам краски.
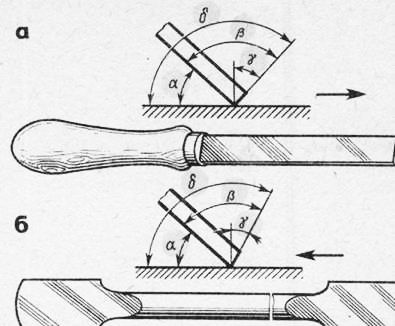
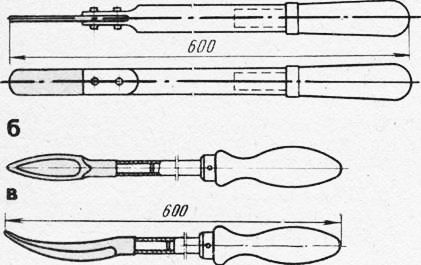
Рис. 2. Плоские односторонний (а) и двусторонний (б) шаберы и углы заточки их
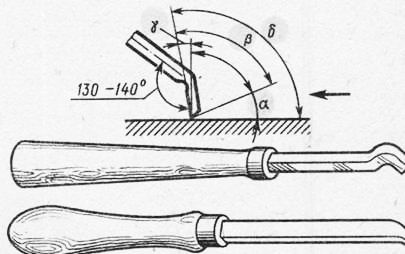
Рис. 3. Шаберы с изогнутым концом и углы заточки их
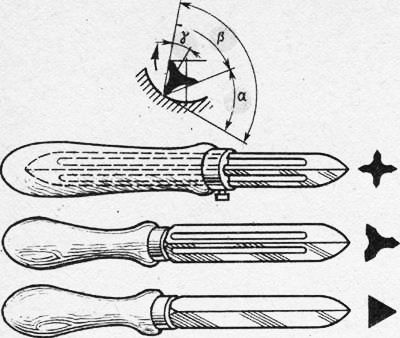
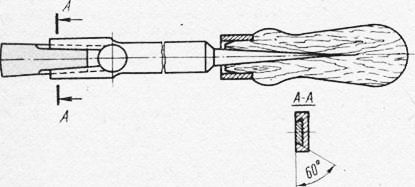
Чередование опиливания и проверки повторяют до тех пор, пока не будет получена ровная поверхность, с большим количеством равномерно расположенных пятен на всей плоскости детали (особенно по краям). Шаберы — металлические стержни различной формы с режущими кромками. Изготовляют шаберы из инструментальной углеродистой стали У10 и У12А. Режущий конец шабера закаливают без отпуска до твердости HRC э 64 – 66. По форме режущей части шаберы подразделяют на плоские, трехгранные, фасонные; по числу режущих концов (граней) — на односторонние и двусторонние; по конструкции — на цельные и со вставными пластинками. Плоские шаберы применяют для шабрения плоских поверхностей — открытых, пазов, канавок и т. д. По числу режущих концов плоские шаберы могут быть односторонними и двусторонними. Рациональной является выпуклая форма лезвия, очерченная дугой радиусом 30 — 40 мм для получистового шабрения и 40 — 55 мм для чистового. Плоские шаберы изготовляют с прямыми (рис. 307) и изогнутыми (рис. 308) концами. Открытые плоскости шабрят шаберами с прямым концом; стенки пазов, канавок и смежных плоскостей, а также мягкие металлы (алюми- ний, цинк, баббит и др.) — шаберами с отогнутым концом. Длина плоских двусторонних шаберов составляет 350 — 400 мм. Ширина шабера для грубого шабрения принимается от 20 до 25 мм, для точного — 5 — 10 мм. Толщина конца режущей части колеблется от 2 до 4 мм. Угол заострения у шаберов принимают для чернового шабрения 70 — 75°, для чистового — 90°. Двусторонний плоский шабер благодаря наличию двух режущих концов имеет большой срок службы. Трехгранные шаберы применяют для шабрения вогнутых и цилиндрических поверхностей. Трехгранные шаберы иногда изготовляют из старых трехгранных напильников. , Как правило, их изготовляют только односторонними. Трехгранные шаберы имеют длину 190, 280, 380 и 510 мм. Для облегчения заточки плоскостей шабер имеет желобки, образующие режущие кромки с углом заострения 60 — 75° для стали. Составные шаберы значительно легче целых шаберов тех же размеров. По форме режущей части они делятся на плоские, трехгранные прямые и трехгранные изогнутые. Такие щаберы при работе пружинят, а это повышает чувствительность рук шабровщика и способствует повышению точности шабрения. Шабер с радиусной заточкой благодаря плавности и легкости проникновения в металл значительно облегчает шабрение, так как требует приложения меньших усилий, чем при шабрении плоским шабером. Для предварительного шабрения радиус заточки составляет 30 — 40 мм, а для окончательного 40 — 55 мм. Если шабер предназначен для работы по белому чугуну или другому твердому металлу, то применяют пластинки из твердого сплава, например ВК6 или Т15К6. Замену затупленной пластинки производят путем поворота рукоятки (стержня), так как губка зажимной части
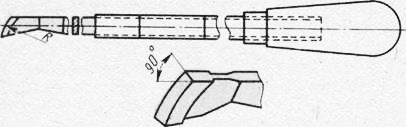
Рис. 4. Трех- и четырехгранные шаберы и углы заточки их
Рис. 5. Составные шаберы:
а — плоский, б — трехгранный прямой, в — трехгранный изогнутый
Рис. 6. Составной шабер с радиусной заточкой В. А. Алексеева
Рис. 7. Шабер со сменными режущими пластинками
Рис. 8. Шабер усовершенствованный
Рис. 9. Шабер с зажимным патроном:
а — шабер, б — набор пластинок
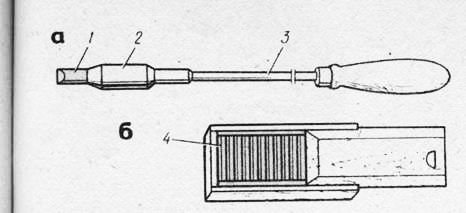
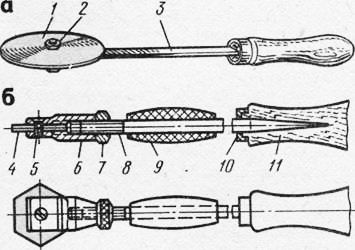
Рис. 10. Дисковый (а), универсальный (б) шаберы:
1 — режущий диск, 2 — гайка, 3 — держатель, 4 — пластина, 5 — винт, 6 — головка, 7 — контргайка, 8 — стержень, 9 — текстолитовая рукоятка, 10 — скрепляющее кольцо, 11— деревянная рукоятка
Дисковый шабер применяется для шабрения широких плоскостей. Режущая часть представляет собой стальной закаленный диск, закрепленный на держателе гайкой. Диск диаметром 50 — 60 мм, толщиной 3—4 мм затачивают на круглошлифо-вальном станке. По мере затупления его поворачивают на некоторый угол и работают незатупившимся участком. Таким образом используется весь диск шабера, что значительно экономит время на заточку, повышает производительность труда. Универсальный шабер с шестигранной пластиной имеет 12 режущих кромок. Им можно работать 7 ч без переточки, что позволяет экономить рабочее время. Шабер прост в изготовлении, универсален в работе, так как все шесть граней можно затачивать под различными углами для шабрения поверхностей твердых и мягких металлов, чугуна, стали, алюминия и др. Кроме того, он позволяет иметь набор пластин различной твердости, изготовленных из стали У13А, Р6М5, ВК10. Их замена зайимает мало времени. Для работы шабера пластину вставляют в паз головки и закрепляют винтом. Пластина в рабочем положении поджимается стержнем 8, который закрепляется контргайкой. Чтобы повернуть пластину с новыми режущими кромками в рабочее положение, нужно отвернуть контргайку на один оборот и вывернуть стержень на два оборота, повернуть пластину в нужное положение, затем ввернуть стержень до упора в пластину и завернуть контргайку.
Рис. 11. Шаберы-кольца и их заточка
Фасонный шабер представляет собой набор сменных стальных закаленных пластин, закрепленных на стержне с рукояткой. Эти шаберы предназначены для шабрения в труднодоступных местах — впадин, замкнутых контуров, желобков, канавок и других фасонных поверхностей. Торцовые грани пластинок затачивают в соответствии с формой обрабатываемых поверхностей. Шаберы-кольца изготовляют из изношенных конических роликовых подшипников или больших поршневых колец, эти шаберы заменяют трехгранный и изогнутый шабер и уменьшают количество переточек. Их затачивают на шлифовальном круге и доводят торец на мелкозернистом круге. Эти шаберы обеспечивают значительно большую производительность, чем трехгранные. Реклама:Читать далее:Заточка и доводка плоских шаберовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|