|
|
Категория:
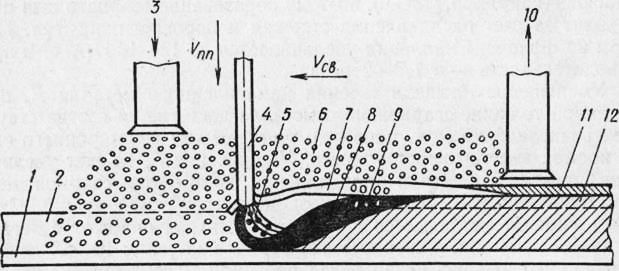
Сварка металлов Сварка под флюсом — дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от воздуха. По степени механизации процесса различают автоматическую и полуавтоматическую сварку под флюсом. Электродная проволока автоматически подается в зону сварки. Дуга горит между концом электрода и изделием под слоем сварочного флюса, подаваемого на изделие из бункера. Под действием тепла, выделяемого сварочной дугой, плавятся электродная проволока и основной металл, а также часть флюса, находящегося в зоне дуги. В области горения дуги образуется полость, ограниченная в верхней части оболочкой расплавленного флюса. Эта полость заполнена парами металла, флюса и газами, их давление поддерживает флюсовый свод, образующийся над сварочной ванной. Дуга горит в непосредственной близости от переднего края ванны, несколько отклоняясь от вертикального положения в сторону, обратную направлению сварки. Под влиянием давления дуги жидкий металл также оттесняется в сторону, противоположную направлению сварки, образуя сварочную ванну. Под электродом создается кратер с тонким слоем расплавленного металла, а основная масса расплавленного металла занимает пространство от кратера до поверхности шва. Расплавленный флюс вследствие значительно меньшей плотности всплывает на поверхность расплавленного металла шва и покрывает его плотным слоем.
Рис. 1. Схема процесса автоматической сварки под флюсом
Флюс защищает дугу и сварочную ванну от вредного воздействия окружающей среды, оказывает металлургическое воздействие на металл сварочной ванны и, кроме того, препятствует разбрызгиванию жидкого металла. Расплавленный флюс, обладая низкой теплопроводностью, замедляет процесс охлаждения шва, что облегчает шлаковым, включениям и растворенным в металле газам подняться на поверхность ванны, способствуя очищению металла шва от загрязнений. Нерасплавленный в процессе сварки избыточный флюс пневматическим устройством отсасывают со шва и используют в дальнейшем при последующей сварке. Расплавленная и затвердевшая часть флюса образует на шве толстую шлаковую корку. После прекращения сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Сварку обычно проводят на подкладке или флюсовой подушке. Преимуществами сварки под флюсом являются: – высокая производительность благодаря применению больших токов, большой глубины проплавления, а также почти полного отсутствия потерь металла на угар и разбрызгивание; – механизация процесса сварки; – высокое качество сварных швов за счет хорошей защиты флюсом сварочной ванны от воздуха; – улучшение условий труда сварщиков. Недостатками сварки под флюсом являются возможность сварки только в нижнем положении (наклон до 15°), трудности применения в монтажных условиях, на коротких швах. Сварку под флюсом применяют для углеродистых, низко- и высоколегированных сталей, а также цветных металлов и их сплавов. Реклама:Читать далее:Оборудование для сварки под флюсомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|