|
|
Категория:
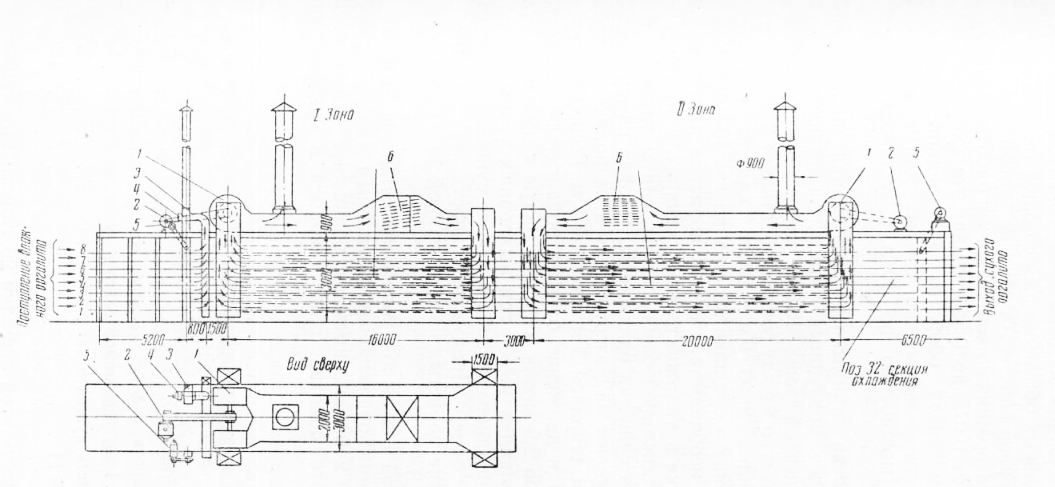
Производство древесноволокнистых плит В основу конструкции роликовых сушилок положен принцип передачи тепла конвекцией. При этом передатчиком тепла и агентом сушки является воздух. Роликовые сушилки — непрерывного действия с многократной циркуляцией, внутренним и внешним подогревом воздуха и со специальной охладительной камерой, являющейся продолжением сушильной камеры. Сушилка снабжена автоматическим питателем для подачи и разгружателем для разгрузки плит. Боковые стенки сушилки, состоящие из ряда подвесных дверей в общем каркасе, заполнены изоляционным материалом. Двери должны быть тщательно уплотнены во избежание проникновения через них воздуха в сушилку. Транспортирующая часть этой сушилки состоит из приводных роликов, установленных на каркасе и вращающихся в шарикоподшипниках. Расстояние между роликами по длине сушилки изменяется в соответствии с влажностью плит. В начале сушилки, где плиты наиболее влажны, это расстояние меньше, что обеспечивает лучшую сохранность плит при их транспортировании в сушилке; по мере удаления в сторону выгрузки расстояние между роликами возрастает, поскольку более сухие плиты—более жестки и лучше выдерживают транспортирование. Число этажей в роликовых сушилках от 5 до 20. Ролики приводятся во вращение от приводных цепей, расположенных на приводной стороне сушилки и надетых на звездочки, при помощи которых ролики получают вращение. Особые направляющие шины расположены так, что цепь всегда находится в сцеплении со звездочками. Для уменьшения износа нижняя ветвь цепи поддерживается специальными роликами. Система роликов вместе с цепями приводится в движение от приводного устройства, состоящего из коллекторного электродвигателя с маневрирующим электродвигателем для дистанционной регулировки, червячной передачи, приводного агрегата, а также ременных (клиновидных) и цепных передач между разными узлами. Циркуляция воздуха в сушилке осуществляется большими лопастными вентиляторами, обычно устанавливаемыми на сушилке. Воздух продувается в горизонтальном направлении в однозонных сушилках противотоком, а в сушилках двухзонных обычно в первой зоне противотоком, а во второй зоне прямотоком. Это дает возможность поддерживать в первой зоне сушки, где влажность плит еще велика, более высокую температуру, что создает экономию пара. Снижение температуры сушки во второй зоне по сравнению с первой мотивируется соображениями пожарной безопасности. Воздух в сушилке рециркулирует, т. е., пройдя сушильное пространство, снова засасывается вентилятором для повторного использования; часть его отбирается в выхлопную камеру и заменяется свежим. Отработанный воздух, идущий на рециркуляцию» а также свежий воздух подается вентилятором к паровому калориферу для нагревания, а затем распределяется по этажам сушилки. Количество выхлопного воздуха регулируется клапанами и контролируется показаниями психрометра. Кроме подогрева воздуха в калориферах, в сушилке размещены дополнительные нагревательные приборы между этажами, образуемыми роликовыми транспортерами. Эти приборы состоят из бесшовных стальных труб, соединенных параллельно в секции. Каждая секция имеет парораспределительную трубу и трубу для сбора конденсата. Это дает возможность отключать в случае аварии одну секцию для проведения ремонта. Сушилка снабжается устройством для тушения пожара. Это — паровое дроссельное устройство, состоящее из паровых труб, установленных в каждом этаже. Трубы в одном конце заглушены и снабжены рядом мелких отверстий. В предпоследнем отсеке сушилки трубы расположены поперек транспортного потока и соединены в один общий коллектор на одной из сторон сушилки. Снаружи расположен быстрооткрывающийся паровой вентиль, который в случае необходимости открывается вручную. Для измерения температуры в сушилке, а также в приточных и выхлопных трубопроводах устанавливается система дальнедейст-вующих, централизованных проградуированных термопар. Продолжительность сушки зависит от ряда факторов: влажности плит, температуры, скорости и направления движения циркулирующего воздуха, толщины плит, исходной и конечной влажности и объемного их веса. Представление о роликовых сушилках, как конвекционных, в настоящее время является необоснованным в связи с практикующимся в последние годы увеличением температуры сушки в них. Например, при работе в роликовых сушилках при температуре 150° количество тепла, передаваемого путем контакта от роликов, доходит до 60—65%. Это как раз и представляет интерес для сушки древесно-волокнистых плит, где обычно применяются температуры сушки не ниже 140°. Влияние температуры сушки на ее продолжительность весьма велико. Относительная влажность воздуха в сушилке должна поддерживаться около 20%, потому что повышение относительной влажности снижает производительность сушила. Скорость воздуха влияет на производительность роликовой сушилки тем больше, чем ниже температура сушки. Это вытекает из того обстоятельства, что с повышением температуры сушки возрастает относительное количество тепла, передаваемого непосредственным соприкосновением роликов с плитами, и уменьшается удельный вес количества тепла, передаваемого конвекцией. Очень важно направление движения воздуха. При прочих равных условиях, изменение продольного направления подачи воздуха на поперечное (по отношению к движению материала) увеличивает производительность сушилки. Однако в существующих роликовых сушилках поперечная циркуляция воздуха не применяется. При. изучении процесса сушки многопористых плит в нашей лаборатории выяснилось, что продолжительность сушки при повышении температуры от 120 до 140° сокращается на 20%, а при повышении температуры сушки до 160° продолжительность ее сокращается на 50%. С уменьшением объемного веса плит это влияние уменьшается. Продолжительность сушки в роликовых сушилках весьма существенно зависит от объемного веса плит. Обычные пористые плиты с объемным весом 270—300 кг/м3 толщиной 12—13 мм необходимо сушить при t— 150° около 2 часов, сушка ультрапористых плит с объемным весом около 70 кг/м3 толщиной 80 мм при t— 150° продолжается около 15 часов. Жирность помола в пределах практически применяемых параметров влияет на скорость сушки постольку, поскольку от нее зависит объемный вес плит. Роликовая двухзонная сушилка, схематически изображенная на рис. 72, имеет две самостоятельные сушильные зоны. Первая (влажная) зона нагрета до t— 140°, вторая до t — 130°. Сушилка состоит из 25 секций и имеет 8 этажей, образованных стальными роликами D = 85 мм. В начале первой зоны установлен воздушный затвор, образуемый при помощи вентилятора, приводимого в движение от электродвигателя мощностью 5 л. с. Вентилятор засасывает холодный воздух в начале сушилки и выбрасывает его в атмосферу, поэтому холодный воздух не имеет возможности проникать бесконтрольно в сушилку. Для циркуляции теплого воздуха в сушилке установлены сдвоенные вентиляторы, приводимые в движение через ременную передачу от электродвигателей 2, 4, 5, мощностью 50 л. с. каждый. Вентиляторы и электродвигатели установлены на сушилке. Подогрев циркулирующего воздуха осуществляется двумя паровыми калориферами 6, установленными на сушилке для каждой зоны отдельно. Поверхность нагрева каждого калорифера равна 1450 м2. Кроме калориферов, для подогрева циркулирующего воздуха в каждой зоне установлен ряд дополнительных обогревателей с общей теплопередающей поверхностью: в первой зоне — 700 м.2 и во второй зоне — 900 м2. Окружная скорость вращающихся во время работы сушилки роликов составляет от 0,075 до 0,350 м/мин; эта скорость регулируется изменением числа оборотов электродвигателей 5, постоянного тока, установленных по одному для каждой зоны. Электродвигатели мощностью по 10 л. с. установлены на сушилке.
Рис. 1. Роликовая сушилка двухзонная:
1 — сдвоенные вентиляторы; 2, 4, 5 — электродвигатели; 3 — вентилятор; 6 — паровой калорифер
К сушилке слева примыкает питательная часть длиной 5200 мм, затем идет воздушный затвор, занимающий в длину 800 мм. Длина первой зоны 16 000 мм, длина второй зоны 20 000 мм, пространство между зонами составляет 3000 мм, рабочая ширина сушилки 2500 мм, длина камеры охлаждения 6500 мм. Охлаждение в сушилке ведется до £= 40—65°. Камера охлаждения здесь необходима, так как пористые плиты не подвергаются обработке в увлажнительных камерах, в то время как по соображениям пожарной безопасности плиты должны быть перед выгрузкой из сушилки охлаждены. Пройдя камеру охлаждения, плиты поступают на разгружатель и на роликовый транспортер длиной 11 м, шириной 3 м, высотой 1 м. Роликовый транспортер приводится в движение от электродвигателя мощностью 3 л. с. со скоростью 2,5 м/мин и подает плиты к обрезным станкам. Описанная сушилка имеет три выхлопных трубы с клапанами: одну для воздушного затвора в начале сушилки и по одной трубе в каждой зоне. Производительность ее доходит до 30 т/сутки при сушке пористых плит толщиной 12—13 мм объемным весом 0,27—0,3. Кроме описанной 8-этажной роликовой сушилки, которая по своей рабочей ширине приспособлена к отливным машинам с чисто обрезной шириной 2400 мм, имеются роликовые сушилки для сушки более узкого полотна плит шириной в готовом виде 1200 мм. Производительность этой сушилки 20 т/сутки при сушке плит толщиной 12,5 мм при объемном весе 250 кг/м3, исходной влажности 70% и конечной влажности 2%. Устройство этой роликовой сушилки в общем сходно с описанной выше 8-этажной. Сбрасываемая часть циркулирующего теплого воздуха перед удалением пропускается (с целью использования тепла) через воздушный калорифер. Температура сушки не превышает 150° Из отечественных конструкций роликовых сушилок для пористых древесно-волокнистых плит следует отметить трехзонную сушилку конструкции НИИБуммаша, краткая характеристика которой приводится ниже. Сушилка состоит из следующих частей: Загружатель имеет две рабочих скорости: нормальную, равную скорости сушилки, и повышенную, равную скорости распределительного транспортера. На нормальной скорости работа загружателя происходит от привода через звездочку, сидящую на приводном валу. Все” валики загружателя имеют звездочки и соединены цепью с приводным валом. При работе на сушильной скорости передача вращения со звездочки на вал происходит через обгонную муфту; ведущая ее половина выполнена заодно со звцздочкой, которая на малой скорости находится в рабочем положении. При приеме плиты с транспортера загружатель должен быть переведен на повышенную скорость. Включение на повышенную скорость производится от каретки мокрой пилы воздействием на тот же переключатель, который переводит на повышенную скорость стол поперечной резки одновременно с переводом на повышенную скорость транспортера влажной плиты. При включении на повышенную скорость загружатель переводится на работу от собственного привода. При этом обгонная муфта выходит из зацепления, и передача движения происходит через жесткую дисковую муфту. Для того чтобы на повышенную скорость был переведен только тот этаж, в который происходит загрузка, в коробке механизма подъема транспортера установлены селекторные переключатели, которые включают питание электромагнитной муфты данного этажа, сидящей на одном валу с жесткой муфтой. Электромагнитные муфты всех остальных этажей в это врёмя включены и остальные этажи работают на сушильной скорости. Для возможности удаления бракованных плит с загружателя предусмотрено специальное устройство. С этой целью привод транспортера переводят с автоматического управления на ручное и транспортер поднимают выше того этажа, с которого должна быть удалена плита. У загружателя имеется рычажное управление. Рычаг обратного хода, расположенный под нижним этажом загружателя, переводит загружатель на ручное управление. Для того чтобы отключить этаж, с которого удаляется бракованная плита, от привода сушилки предусмотрены рычаги на каждом этаже; они отключают кулачковую муфту, сцепляющую привод, и переводят валики на свободный ход. Включая затем в зацепление зубчатую передачу, этаж загружателя переводят на обратный ход, что облегчает выброс бракованной плиты. 8-ярусная роликовая сушилка представляет собою сборно-разборную металлическую конструкцию. Каркас сушилки установлен на роликовых опорах, дающих возможность перемещения при температурном расширении. Кроме того, для компенсации температурного расширения в каркасе сушилки предусмотрены два температурных шва, допускающих температурное расширение примерно на 35 мм в каждом шве. Сушилка состоит из трех зон, разделенных в свою очередь на секции. В начале первой зоны сушилки находится воздухозагра-дительная секция, отделенная от загружателя и сушилки металлическими листами с паранитовыми фартуками в местах прохода плит. Назначение этой секции заключается в том, чтобы не допускать прохода холодного воздуха в сушилку. Двери заградительной зоны выполнены в виде карманов, через которые засасывается воздух в верхний трубопровод и из него во всасывающий патрубок вентилятора заградительной секции. Вентилятор заградительной секции типа «Сирокко» № 5 с электродвигателем мощностью 6 квт установлен на крыше загружателя. На второй, так называемой вентиляторной секции сушилки установлен сдвоенный центробежный вентилятор «Сирокко» № 11, создающий циркуляцию воздуха в первой зоне сушилки. Воздух нагнетается в воздушный канал, расположенный над сушилкой и заканчивающийся над дверьми сопельной секции; воздух попадает в девять сопел, а из них в воздухораспределительные коробки, где направление потока снова меняется на 90°. Для этого предусмотрены отражательные перегородки, обеспечивающие равномерность распределения скоростей при выходе воздуха в сушилку. Во всех секциях сушилки установлено восемь ярусов роликов d = 76 мм. По роликам перемещаются плиты, а под роликами во всех ярусах сушилки расположены дополнительные калориферы-змеевики из стальных труб без ребер. В первой зоне сушилки принято движение воздуха по отношению к материалу по схеме противотока. Охлажденный и увлажненный воздух, пройдя все секции первой зоны, попадает в вытяжную вентиляторную секцию, по устройству почти не отличающуюся от сопельной секции, но не имеющую распределительных коробок. Из ярусов сушилки воздух отводится через отверстия в карманы, а затем в воздушный канал. Таким путем осуществляется замкнутая циркуляция воздуха в зоне. Вторая и третья зоны сушилки по устройству ничем не отличаются от первой, за исключением того, что в них принят ход воздуха по схеме прямотока. Все секции сушилки облицованы тепловыми щитами, выполненными в виде двухстворчатых дверей, открывающихся наружу по обе стороны каждой секции; это дает возможность осмотра, ремонта и продувки секций. Каждая зона отделяется от соседней воздухо-заградительной секцией. В этих секциях нет принудительной циркуляции воздуха, и секции, отделяющие первую зону от второй и третью от секции охлаждения, не имеют дополнительных калориферов, а секция, отделяющая вторую зону от третьей, снабжена дополнительными калориферами и ничем не отличается от всех секций. Так как воздухозаградительные секции не обеспечивают полной герметичности, то происходит просос воздуха из третьей зоны во вторую и из второй в первую. Пар давлением 12 ат подается к сушилке из котельной по общему паропроводу d = 150 мм, проходящему над сушилкой. По трубопроводам d = 80 мм пар подводится к калориферам, установленным в воздушных каналах, и по трубопроводам d = 40 мм — к секциям. В третьей зоне предусмотрена возможность регулирования давления пара, поступающего в секции. Для этого установлен клапан автоматического регулирования, получающий импульс от регулятора температуры в функции от температуры воздуха в третьей зоне. Давление пара в третьей зоне может регулироваться до 5—8 ат. Конденсат из выносных калориферов по трубопроводам d — = 25 мм поступает в конденсационные горшки «Рапид» № 1, а конденсат из змеевиков по трубопроводам d= 17 мм направляется в конденсационные горшки «Рапид» № 0. Все трубопроводы конденсата высокого давления, идущие от конденсационных горшков, соединены в общую магистраль, идущую в сборный бак котельной. Трубопроводы конденсата пониженного давления соединены в общий коллектор, подающий конденсат в сборный бачок, откуда он центробежным насосом типа ГЛК-5-15 направляется в свою магистраль и в общий сборный бак. Такая схема принята для случая, когда весь пар, отработавший в сушилке, идет снова на потребности технологического процесса. Если же часть пара используется на силовые нужды, то повышения давления конденсата, идущего из третьей зоны, не требуется, и предусмотренное для этой цели вспомогательное оборудование можно не устанавливать. Кроме регулятора температуры в третьей зоне, во всех зонах установлены регуляторы влажности, открывающие при повышении влажности воздуха задвижку на вытяжной трубе. Для привода сушилки установлен электродвигатель постоянного тока с регулируемым числом оборотов в диапазоне 6 : 1. Движение от электродвигателя при помощи клиноременной передачи передается на контрпривод, а оттуда цепью на приводное устройство сушилки.. Все валики каждого яруса сушилки приводятся во вращение цепью и имеют зуб специальной формы, выполненный таким образом, чтобы не было проскальзывания, потому что цепь толкает звездочки, а не охватывает их, так что в каждый момент времени в зацеплении с цепью находится только один зуб. Для того чтобы цепи сушилки всегда были в натянутом состоянии, имеется натяжная секция. На специальном каркасе установлены направляющие, по которым на роликах перемещаются обоймы; в них закреплены последняя ведомая звездочка цепи сушилки (для каждого яруса) и звездочка цепи натяжной станции. Звездочки натяжной станции соединены одной общей цепью на каждые четыре яруса при помощи промежуточных звездочек, смонтированных на отдельной стойке. Подвешенный на цепи груз удерживает в натянутом состоянии цепи всех четырех ярусов сушилки. При растяжении цепи обоймы будут смещаться и груз опустится, таким образом цепи останутся натянутыми. Зона охлаждения сушилки состоит из двух секций, конструктивно ничем не отличающихся от остальных секций, за исключением того, что они не имеют калориферов и тепловой изоляции. Таким образом, плиты, выходя из сушилки в зону охлаждения, сразу входят в соприкосновение с холодным воздухом, засасываемым в третью зону сушилки. Валики зоны охлаждения приводятся в движение от того же привода, что и вся сушилка. Описанная сушилка рассчитана на производительность машины МДП-2. Семь верхних ярусов разгружателя подают плиты, выходящие из сушилки, на восьмой нижний ярус, который представляет собой транспортер, снабженный шкивами, сидящими на приводном валу и соединенными ремнями с ведомым валом на другом конце, чтобы плита, попадая на транспортер, не могла проскользнуть между валикам или соскользнуть вниз при подъеме по транспортеру. Разгружатель приводится в движение от собственного электродвигателя через звездочку, насаженную на приводной вал нижнего яруса загружателя. Через ряд зубчатых передач движе-жение передается на все остальные ярусы разгружателя. На входе в разгружатель в каждом ярусе имеются по два валика, расстояние между которыми может изменяться, так как один из них установлен на качающемся кронштейне. Эти валики служат для захвата плит, выходящих из зоны охлаждения сушилки, и поэтому расстояние между ними должно изменяться в зависимости от толщины плиты и температурного режима сушки. Плиты, перемещаемые в сушилке с малой скоростью, захваченные валйками разгружателя, приобретают его скорость, равную от 5,16 до 29,64 м/мин. Скорость прохода плиты по разгружателю должна быть настолько выше скорости сушилки, чтобы было устранено скопление сухих плит у пил продольной и поперечной резки. Транспортер сухих плит принимает плиты с разгружателя для передачи на стол продольной и поперечной резки. Все валики стола приводятся в движение от общего привода, но стол разделен на две части, каждая из которых приводится в движение через самостоятельную цепную передачу. На приводном валике транспортера имеется кулачковая муфта, служащая для выключения привода к валикам на первой половине стола. Таким образом, первая половина стола может быть выключена на случай, если требуется удалить с него плиты до окончательной разделки. Для того чтобы облегчить снятие плит, имеется валик, идущий вдоль стола. Так как скорость транспортера сухих плит несколько ниже скорости разгружателя, то на валиках первой половины стола установлены обгонные муфты. Скорость движения транспортера равна 4,69—18,76 м/мин, соответственно изменению скорости на сеточной части от 1 до 3 м/мин. Реклама:Читать далее:Сушка на многоэтажных прессахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|