|
|
Категория:
Сварка металлов К выполнению сварочных работ при изготовлении и ремонте металлоконструкций и отдельных узлов грузоподъемных машин допускаются сварщики, аттестованные в соответствии с «Правилами аттестации сварщиков» Госгортехнадзора и имеющие удостоверение. Сварку неответственных узлов грузоподъемных машин (кожухов, настилов, кабин) разрешается выполнять сварщикам с достаточным опытом, но не аттестованным в соответствии с правилами. При выполнении ответственных работ сварщик обязан поставить присвоенный ему номер или клеймо в определенном месте конструкции, предусмотренном чертежом или технологической документацией. Чтобы избежать образования в металлоконструкциях при сварке значительных реактивных напряжений, рекомендуется в первую очередь выполнять в свободном состоянии стыковые швы, расположенные перпендикулярно силовому потоку, затем остальные стыковые швы и в последнюю очередь — угловые швы. Такой порядок сварки имеет особо важное значение для сварных соединений из толстого металла. Свариваемые кромки и прилегающие к ним зоны металла шириной не менее 20 мм перед сваркой должны быть очищены от ржавчины, грязи, масла, влаги, льда и т. д. Положение свариваемых металлоконструкций должно обеспечивать наиболее удобные и безопасные условия для работы сварщика и получения швов высокого качества. При сварке крупногабаритных узлов и конструкций рекомендуется применять манипуляторы, позиционеры, кантователи. Для сварки несущих элементов металлоконструкций из углеродистых сталей должны применяться электроды типов Э42А, Э46, Э46А (стали — ВСтЗсп, ВСтЗГпс, В18пс, 10, 20, М16С). Для сварки несущих элементов металлоконструкций из низколегированных сталей (09Г2Д, 17ГС, 09Г2С, 15ХСНД, 14Г2АФД и др.) должны применяться электроды типов Э46А, Э50А, Э60. Для сварки слабонапряженных нерасчетных элементов металлоконструкций из углеродистых сталей должны применяться электроды типов Э42, Э46. Электроды должны храниться в сухом отапливаемом помещении. Допустимая влажность покрытия электродов — 0,5%. Перед сваркой электроды должны прокаливаться в электрических печах (шкафах). Сварка металлоконструкций производится в помещениях, исключающих влияние неблагоприятных атмосферных условий на качество сварных соединений. Допускается выполнение сварочных работ на открытом воздухе при условии применения соответствующих приспособлении для защиты мест сварки и свариваемых поверхностей металлоконструкций от попадания атмосферных осадков и ветра. Зажигать дугу на основном металле вне границ шва и выводить кратер на основной металл запрещается. При двусторонней сварке стыковых соединений (и угловых — со сплошным проплавлением) перед наложением шва с обратной стороны корень шва должен быть тщательно очищен от шлака и протекшего металла. Если корень шва и потеки металла необходимо удалить, то это осуществляется вырубкой или шлифовкой. При многослойной сварке после наложения каждого слоя необходимо зачистить швы и свариваемые кромки от шлака и устранить обнаруженные дефекты. По окончании сварки швы и прилегающие к ним зоны – должны быть очищены от шлака, брызг и натеков металла, а выводные планки удалены. Удаление выводных планок производится ки’сло-родной резкоп или механическим путем, после чего торцы швов зачищаются. Швы, работающие в конструкциях на растяжение и знакопеременные нагрузки, должны быть сглажены механической зачисткой до образования плавных переходов к основному металлу. Дополнительные требования к сварке при отрицательных температурах. Сварка на холоде металлоконструкций грузоподъемных механизмов при толщине стали до 16 мм допускается при температуре воздуха не ниже —20 °С. При температуре воздуха ниже —5 °С все швы завариваются от начала до конца без перерыва. Прекращение сварки до выполнения проектного размера шва не допускается. В случае вынужденного перерыва (выход из строя аппаратуры, отсутствие электроэнергии и т. д.) сварку следует возобновлять при условии подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции. Основные требования при сварке стыковых швов: Дефектные участки швов следует заваривать только после подогрева металла до 180—200 °С. К рабочему месту электроды следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. У рабочего места электроды необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах). Использование электродов, находившихся на морозе, разрешается только после их просушки. Для сварки рекомендуется применять источники питания постоянного тока, обеспечивающие более высокую стабильность дуги. Применение переменного тока допускается в тех случаях, когда колебание напряжения электрической сети не превышает ±6%. Сварщик, впервые в данном сезоне приступающий к работе при температуре ниже —5 °С, должен пройти 6—7-часовую практику. Стажировка производится на специальных образцах или при сварке неответственных конструкций. После окончания ее свариваются контрольные образцы для механических испытаний. Сварщик, сдавший испытания при данной температуре, допускается к сварке при любой более высокой температуре и при температуре на 10°С ниже той, при которой сваривались образцы. Устранение дефектов в швах сварных соединений. Швы с трещинами, а также непровары и другие дефекты, превышающие допускаемые, должны быть удалены механическим путем или специальным газовым резаком на длину дефектного места плюс по 10 мм с каждой стороны при условии сохранения основного металла. Применение электрической дуги для выплавки сварных швов не разрешается. Дефектные места в швах сварных соединений исправляются заваркой. Заварка допускается только после полного удаления дефектного шва или участка его и подготовки места под сварку в соответствии с требованиями технологической документации. Место, подготовленное под сварку, должно быть принято ОТК. При заварке отдельного участка шва должно быть обеспечено перекрытие прилегающих концов основного шва. После заварки участок шва необходимо зачистить до полного удаления раковин и рыхлости в кратере и создания плавных переходов к основному металлу. Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями ТУ. Не допускается исправление дефектного участка более двух раз. Остаточные деформации в сварных соединениях, превышающие допустимые, устраняются механической или термической правкой. Извлечения из Правил устройства и, безопасной эксплуатации грузоподъемных кранов При применении в одном соединении сталей разных марок механические свойства наплавленного металла должны соответствовать свойствам стали с наибольшим пределом прочности. Стыковые швы по возможности должны иметь доступ для выполнения сварки с обеих сторон. Угловые швы, как правило, должны иметь вогнутые или плоские очертания поверхности с плавным переходом к основному металлу.
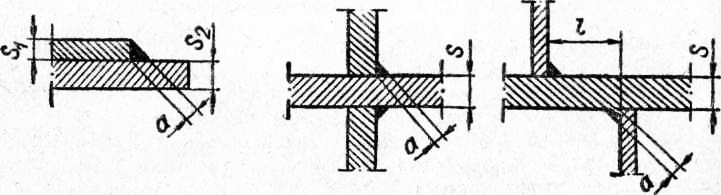
Рис. 1. Угловые швы в конструкциях грузоподъемных кранов Наибольшая высота угловою шва (а —толщина шва) не должна превышать 0,7 Si, где S! — толщина более тонкого из соединяемых элементов. Угловые швы допускаются с обеих сторон элемента, если его толщина S в 1,5 раза превышает высоту шва а. Прерывистые швы на элементах кранов, подверженных коррозии (краны, предназначенные для работы на открытом воздухе, в химических цехах и т. д.), допускаться не должны. Свариваемые кромки, а также прилегающая к ним поверхность металла шириной не менее 20 мм перед сваркой должны быть зачищены до чистого металла.
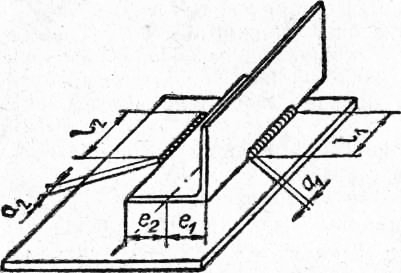
Рис. 2. Сварные швы в соединениях несимметричных профилей конструкций грузоподъемных кранов Реклама:Читать далее:Сварка выпусков арматуры при монтаже железобетонных конструкцийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|