|
|
Категория:
Производство конструкций из дерева Кроме склеивания листовые и пленочные пластмассы соединяют сваркой. Эта операция применима лишь для однородных пластмасс и в основном для термопластов. Иногда возможно сваривание пластмасс на основе термореактивных полимеров. При сварке термопластов неразъемные соединения получаются за счет взаимного проникания (диффузии) частиц поверхностных слоев в расплавленном состоянии под определенным давлением. Сварку пластмасс осуществляют горячим газом, контактным нагревом, термоимпульсным, высокочастотным, ультразвуковым и лучевым способами. Выбор способа зависит от вида пластмассы, формы изделия и условий работы конструкции. При сварке горячим газом в качестве теплоносителя используют воздух, если соединяются винипласт, пластикат, полистирол, или инертные газы —аргон, азот, если соединяются полиэтилен, полиамиды. Для сварки применяют электрические сварочные горелки. В них воздух или газы проходят через электроспираль и, нагреваясь до 200 … 300 °С, направляются соплом на сварочный участок. Давление воздуха или газа создается воздуходувной установкой, компрессором или регулируется редуктором от газового баллона. Сварка происходит с присадочным прутком или без него. Для сварки с прутком по краям соединяемых деталей выбирают фаски, а в случае примыкания под углом загибают край листа. Прочность шва при сварке составляет 50 … 80% прочности целого материала в зависимости от формы соединения.
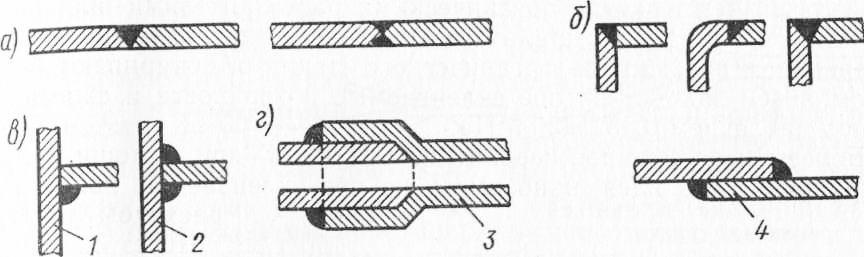
Рис. 1. Формы сварных швов:
а —встык; б — угловой; в — валиковый однорядный 1 и двухрядный 2; г — внахлестку с односторонней 3 и двусторонней 4 приваркой
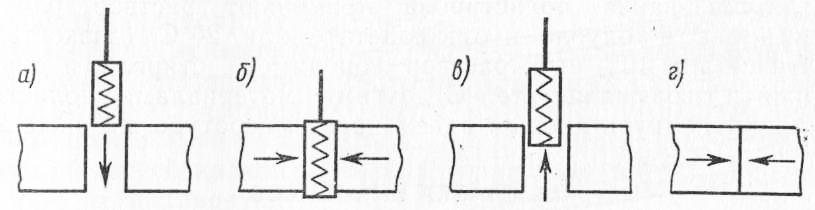
Рис. 2. Схема контактной сварки встык
Сварка контактным нагревом основана на передаче тепла от нагретого металлического предмета на кромки свариваемых пластмассовых деталей. В результате происходит размягчение кромок, материал становится липким. При сварке контактным нагревом пленок и листов края свариваемых деталей прижимают Друг к другу и одновременно нагревают прижимными устройствами— стержнями пластинами, наконечниками. Термоимпульсную сварку применяют для тонких пленок, при этом электрический ток к нагревательному прижимному устройству подается короткими импульсами. Полимерные пленки обычно сваривают внахлестку. Между электронагревательным прижимным устройством и нахлесткой укладывают фторопластовую пленку, чтобы нагреватели не прилипали к месту соединения. В качестве нагревателя используют роликовые головки, металлические полозья, непрерывно движущиеся ленты с двусторонним нагревом. Они могут сваривать пленки толщиной 0,15 … 0,5 мм при ширине шва 2 … 5 мм под давлением до 0,3 МПа.
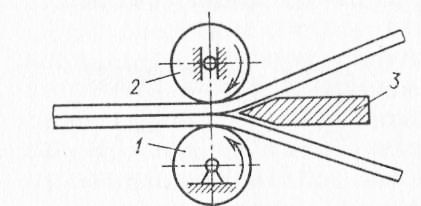
Рис. 3. Схема контактной роликовой сварки:
1, 2—1 опорный и прижимной ролики; 3 — нагреватель
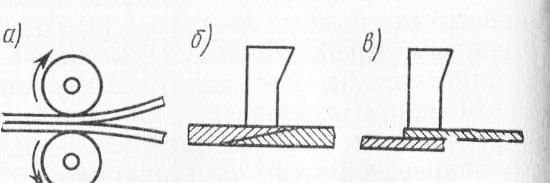
Рис. 4. Схемы высокочастотной сварки листов и пленок:
а — роликовая; б — шаговая листов со скосом; в — то же пленок внахлестку
Полярные термопласты (поливинилхлорид, полиамиды, полиметилме-такрилат) могут соединяться высокочастотной сваркой, основанной на разогреве материалов за счет внутреннего трения заряженных частиц — диполей. Рабочие электроды имеют форму роликов или башмаков, образующих соответственно непрерывный и шаговый шов и создающих поле частотой 30…70 МГц при удельном давлении прижима 0,2… 2 МПа. Пленка в роликовых устройствах сваривается со скоростью 0,5… 3 м/мин при ширине сварного шва 1,5… 6 мм. При сварке шаговым швом можно склеивать пленки и листы толщиной до 2 мм. Ультразвуковой способ применяется для сварки полиэтилена, винипласта, органического стекла, полиамидов. Он основан на явлении разогрева термопластов под влиянием ультразвуковых колебаний. Установки работают при частоте 20 кГц и сваривают заготовки точечным или шаговым швом со скоростью 60 … 100 шагов в минуту. Некоторые пластмассы на основе фенольных, эпоксидных, полиэфирных полимеров могут также соединяться ультразвуковым или высокочастотным способом, но уже по принципу «химической» сварки, основанной на взаимодействии свободных функциональных групп в материалах непосредственно под влиянием нагревания или с помощью дополнительно вводимых веществ — присадок.
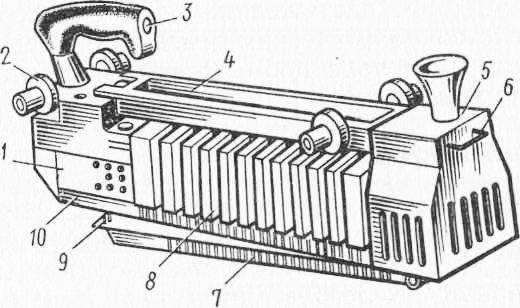
Рис. 5. Сварочный агрегат «Пилад-220»:
1 — корпус; 2 — ролики опорные; 3 — ручка; 4 — защитный светофильтр; 5 — кожух передний; 6 — скоба для сцепления с тележкой; 7—формирующая пластина; 8 — отражатель параболический; 9 — винты регулировочные; 10— средняя пластина
Лучевой способ сварки заключается в нагревании шва лучом света от кварцевой лампы, сфокусированным алюминиевым рефлектором в точку или в линию. По такому принципу работает излучатель «Пилад-220». Его устанавливают на специально оборудованном столе, покрытом листовым стеклопластиком. При сварке прирезанные полотнища соединяются в зажиме и шов сваривается на всю длину стыка инфракрасными лучами. Скорость сварки 40 … 60 м/ч. Существуют полуавтоматические устройства для сварки термопластов горячим воздухом. К ним относится аппарат «Пчелка», предназначенный для сварки поливинилхлоридного линолеума. Его производительность 60 м/ч, максимальная температура воздуха 250 °С. Реклама:Читать далее:Крепежные элементы для сборки конструкций из дерева и пластмассСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|