|
|
Категория:
Наплавка При сварке сдвоенным электродом процесс ведут двумя стержнями, соединенными между собой контактной точечной сваркой. Дуга переходит с одного стержня на другой, попеременно оплавляя их. Производительность сварки повышается на 20—40% по сравнению со сваркой одностержневым электродом. Повышение производительности сварки достигается попеременным подогревом каждого из стержней дугой, горящей между соседним стержнем и изделием, увеличением времени горения дуги, уменьшением времени на смену электродов. Электроды располагают так, чтобы их общая ось совпадала с осью шва или при большом угле разделки кромок была перпендикулярна этой оси. Сила сварочного тока составляет от 100— 180 А при диаметре электродов 3+3 мм до 300—400 А при диаметре 6+6 мм. Сдвоенными электродами можно сваривать за один проход металл толщиной до 12 мм, Например, в источниках питания для полуавтоматической сварки в защитных газах напряжение холостого хода должно практически равняться напряжению дуги; регулируется не сварочный ток, а напряжение. Выбор источника питания зависит от вида вольт-амперной ха-рактеристики сварочной дуги.
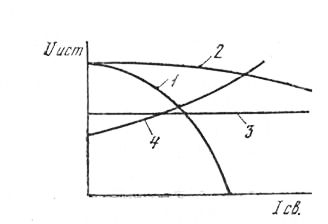
Рис. 1. Виды внешних вольт-амперных характеристик источников питания дуги:
1 — крутопадающая, 2 — пологопа-дающая, 3 — жесткая, 4 — возрастающая
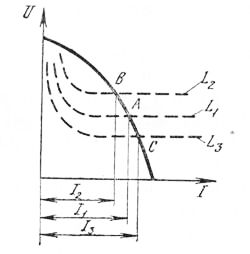
Рис. 2. Статические характеристики дуги дли-, ной Li, и L3
Внешней вольт-амперной характеристикой источника питания называется зависимость напряжения на клеммах источника от величины сварочного тока. Источники питания могут иметь следующие виды внешних характеристик: крутопадающую (1), пологопадающую (2), жесткую (3) и возрастающую (4) (рис. 1). Крутопадающая характеристика применима для ручной дуговой сварки, пологопадающая — для автоматической и полуавтоматической сварки под флюсом, жесткая и возрастающая — для сварки в защитных газах. Устойчивое горение дуги возможно при условии пересечения ее статической характеристики с внешней характеристикой источника, т. е. когда ипуга—иист. На рис. 2 показана крутопадающая внешняя характеристика источника питания и пересекающаяся с ней статическая характеристика дуги длиной L\. Точка А характеризует устойчивое горение дуги, так как UnyTa— UScт- В случае уменьшения сварочного тока напряжение источника, как видно из графика, станет больше напряжения дуги (точка В)\ при этом токе устойчивой была бы дуга длиной L2. Ток увеличится до того значения, которое он имел в точке А. При увеличении сварочного тока напряжение источника станет меньше напряжения дуги (точка С), поэтому ток уменьшится до первоначального значения (точка А). Для устойчивого горения дуги, имеющей возрастающую статическую характеристику, требуется жесткая характеристика источника питания. Динамическая характеристика источника питания. Источник питания дуги должен быстро реагировать на изменение тока и напряжения в дуге, происходящее в процессе плавления электрода; это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги (до 25 В). Это время и есть динамическая характеристика источника, оно не должно превышать 0,05 с. Динамические свойства источника питания в основном определяются взаимной индуктивностью обмоток возбуждения, качеством сердечника и обмоток трансформатора. Повышенные динамические свойства источника питания обеспечивают спокойный перенос электродного металла, уменьшение разбрызгивания металла и шлака при сварке и улучшение качества шва. Реклама:Читать далее:Сварочные преобразователи постоянного тока и сварочные агрегатыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|