|
|
Категория:
Сварочные работы Стыковые соединения однорядных арматурных стержней классов A-I—A-IV допускается сваривать плавлением (если нет возможности выполнить их контактной стыковой сваркой). При этом стыкование стержней класса A-IV выполняют дуговой сваркой швами с круглыми накладками; классов A-I —A-III при диаметрах менее 20 мм допускается выполнять дуговой сваркой швами с круглыми накладками или с нахлесткой; классов А-1 или A-III (кроме стали марки 35ГС) при диаметрах 20 мм и менее допускается выполнять электродуговыми точками с накладками или с нахлесткой (только для стали класса А-1). Дуговой сваркой швами можно соединять стержни с коротышами, служащими анкерами при натяжении стержней.
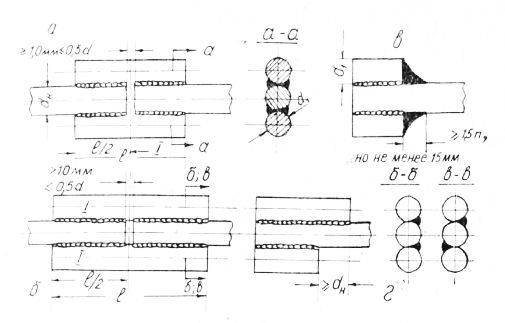
Рис. 1. Конструкция стыковых соединений стержней, сваренных швами: Сварка швами Сборку стержней с накладками или внахлестку следует выполнять, соблюдая длину I накладок или нахлестки, равную: Диаметр накладок принимают в соответствии с проектом и располагают по длине симметрично относительно оси зазора между торцами и соосно с осями стержней. При сборке стержней периодического профиля следует избегать их расположения продольными ребрами, направленными друг к другу. Если невозможно избежать такого расположения стержней, сварной шов должен быть выполнен более широким, чтобы обеспечить расчетную высоту шва. Допускается сборка с касанием выступов накладок и стержней по наружному диаметру. Стержни с накладками или с нахлесткой рекомендуется собирать в кондукторе, который обеспечивает при сборке горизонтальное положение стержней, накладок или коротышей; Собранные стержни следует скрепить с круглыми накладками или друг с другом прихватками, располагаемыми с одной стороны. Сварку стыковых соединений стержней с круглыми накладками или с нахлесткой следует выполнять вне кондуктора. Швы при соединении стержней класса A-IV накладывают в два слоя, второй— после охлаждения первого ниже 100°С, отступая от начала первого слоя на расстояние, равное 1 диаметру стержня. Конечный кратер каждого слоя должен быть заварен в процессе сварки путем постепенного закорачивания длины дуги. Реклама:Читать далее:Сборка элементов и узлов при монтажеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|