|
|
Категория:
Техника дуговой сварка Далее: Сварка электрозаклепками При сварке стали толщиной 3 мм и меньше необходимо вводить в изделие строго одинаковое количество тепла на единицу длины шва, с тем чтобы по всей длине шва была одинаковая глубина провара металла. Это возможно только при питании дуги постоянным током. Дуга переменного тока будет вызывать прожоги и непровары. Швы накладываются электродом диаметром 1—3 мм без поперечных колебательных движений. Продольные движения электрода по оси шва должны производиться с одинаковой скоростью.
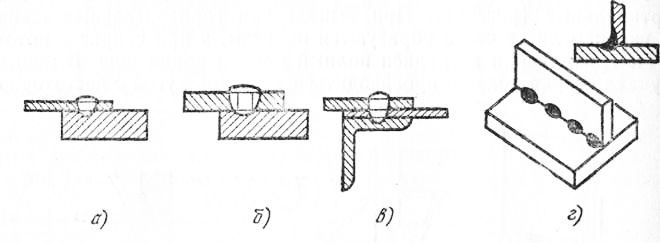
Рис. 1. Соединения электрозаклепками:
а — без отверстия в верхнем листе, б — с предварительно пробитым отверстием, в -сварка двух листов с профильным элементом, г — угловое соединение
Для соединения тонких металлов заслуживает широкого внедрения микроплазменная сварка импульсной дугой в защитном инертном газе. Ею сваривают листы толщиной 0,1—2 мм. Для микроплазменной сварки институт им. Е. О. Патона разработал специальный источник сварочного тока типа А-1347. Тонкую сталь можно сваривать также угольным электродом на постоянном токе с прямой полярностью по отбортовке кромок на режиме: диаметр угольного электрода — 6—10 мм, сила тока — 120—160 А, скорость сварки — 50—70 м/ч. Реклама:Читать далее:Сварка электрозаклепкамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|