|
|
Категория:
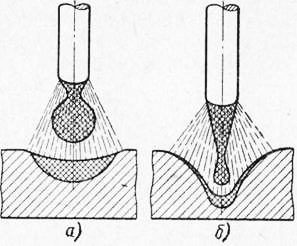
Сварка металлов Инертные, или благородные газы имеют целиком заполненные замкнутые наружные электронные оболочки, а потому не способны ни к каким химическим реакциям и не соединяются ни с какими веществами. Все эти элементы представляют собой одноатомные трудносжижаемые газы. Инертные газы имеют атомы довольно значительных размеров и практически нерастворимы в металлах. Газы неон, криптон и ксенон содержатся в атмосферном воздухе, но в столь малых количествах, что получение их обходится очень дорого, и в настоящее время вряд ли целесообразно их использование в таком сравнительно массовом производстве, как сварка металлов. Очень невелико количество гелия в атмосфере; он встречается и в некоторых минералах, минеральных водах и нефтяных месторождениях. Особенно богаты источниками гелия США, в американской промышленности гелий широко применяется для сварки. Наиболее доступным для широкого использования является аргон, количество которого в атмосферном воздухе достигает почти 1% по объему. Производство аргона может быть организовано на кислородных заводах с установкой дополнительной аппаратуры, перерабатывающей азот, остающийся после выделения кислорода из воздуха. Сопоставление гелия и аргона показывает в большинстве случаев значительные технические преимущества аргона, который и является сейчас основным защитным газом для дуговой сварки. В большинстве случаев требуется аргон высокой степени чистоты, не менее 99,9%, что повышает его стоимость. Аргон доставляется потребителям в стальных баллонах под давлением 150 am. Особенностями гелия, ценными для некоторых случаев сварки, являются его высокие теплопроводность и потенциал ионизации, увеличивающие температуру и теплосодержание газа столба дуги, т. е. гелий делает газ дуги как бы «более горячим». Помимо чистых аргона и гелия, иногда применяется смесь этих газов и аргон с добавкой небольшого количества кислорода. Опыты но сварке в инертных газах плавящимся электродом при обычных, сравнительно невысоких плотностях сварочного тока в электроде проводились давно, но эти опыты давали явно отрицательные результаты: недопустимую пористость наплавленного металла, недостаточное про-плавление основного. Успеху содействовал опыт автоматической сварки под флюсом на высоких плотностях тока с освоением постоянной скорости подачи электрода. Исследования дуги в инертных газах с применением скоростной киносъемки показали, что при увеличении плотности тока наблюдается некоторое критическое ее значение, порядка 100 а/мм2, за которым скачкообразно изменяются многие свойства дуги и резко меняется характер переноса металла с электрода на изделие. При плотности тока ниже критической перенос идет довольно редкими крупными каплями, постепенно накапливающимися на конце электрода. При превышении критического значения плотности тока перенос происходит мелкими каплями, срываемыми с конца электрода действием электромагнитных сил и с большой скоростью пролетающими от электрода к ванне. Капли следуют столь часто, что иногда образуют как бы непрерывную тонкую струйку быстро движущегося жидкого металла. В этом случае получается высококачественный плотный наплавленный металл, почти без потерь легирующих элементов, одновременно наблюдается хорошее проплавление основного металла и формирование валика с чистой поверхностью правильной формы при незначительном разбрызгивании. Схема переноса металла в Дуге показана на рис. 1,а — для меньших, на рис. 1,6 — Для больших токов. Схематически показанное увеличение глу-оины проплавления с увеличением тока дуге объясняется возрастанием давления дуги на ванну жидкого металла; давление растет приблизительно пропорционально квадрату силы тока.
Рис. 1. Схема переноса металла при сварке плавящимся электродом в защитном газе:
а — меньший гок, капельный перенос; б — больший ток, струйный перенос
Реклама:Читать далее:Источники тока для сварки в защитных газахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|