|
|
Категория:
Сварка металлов Далее: Неплавящиеся электроды Углекислый газ С02 был опробован в США еще в 20-х годах при дуговой сварке плавящимся стальным электродом и был безоговорочно забракован как совершенно непригодный защитный газ. При методах и режимах сварки того времени (ручная сварка на малых плотностях тока) сварка в углекислом газе давала недопустимую пористость наплавленного металла. Затем появился опыт сварки в инертных газах. В начале 50-х годов группой работников ЦНИ-ИТМАШа под руководством К. В. Любавского был создан новый важный промышленный способ сварки в углекислом газе, получивший широкое распространение во многих странах мира. Углекислый газ С02 имеет молекулярный вес 44 (аргон 40), в 1,5 раза тяжелее воздуха (значительный удельный вес — преимущество для защитного газа), неядовит, негорюч, недефицитен, сравнительно дешев. Производится взаимодействием известняков с кислотой, прокаливанием известняков, из дымовых газов, выхлопных газов двигателей внутреннего сгорания и пр. Под давлением может быть обращен в жидкость, доставляемую в баллонах. Выпускается также в твердом виде (сухой лед); испаряясь, переходит сразу в газообразное состояние, минуя жидкое. Производится в значительных количествах для пищевой промышленности (пищевая углекислота, содержит воду около 0,1% и требует осушки), в настоящее время выпускается сварочная углекислота, практически свободная от воды. Окислительное действие С02 при сварке можно довольно легко нейтрализовать, вводя в электродный металл некоторый избыток раскислителей, марганца и в особенности кремния. Для сварки в углекислом газе выпускают специальные марки электродной проволоки, например для сварки низкоуглеродистой стали проволоки Св-08ГС (1,40-1,70% Ми; 0,60-0,85% Si), Св-08Г2С (1,8-2,1% Мп; 0,70—0,95% Si). Сварка ведется на постоянном токе, обычно обратной полярности, на высоких плотностях тока. Прямая полярность увеличивает коэффициент наплавки, ио способствует чрезмерному разбрызгиванию. Диаметры электродной проволоки 0,5—3 мм. Плотность тока менее 80—100 а/мм2 дает недостаточную устойчивость дуги. При токах свыше 500 а также наблюдается чрезмерное разбрызгивание металла. Коэффициент наплавки на обратной полярности 15 —17 г/а-ч. Требуется поддержание возможно более постоянной длины дуги; легче всего это осуществляется при питании дуги от источников с жесткой характеристикой, которые обычно и применяются. Расход газа в среднем 0,9—1,5 м3/ч. Сварка возможна в различных пространственных положениях. Напряжение дуги (17—35 в) возрастает с Увеличением сварочного тока.
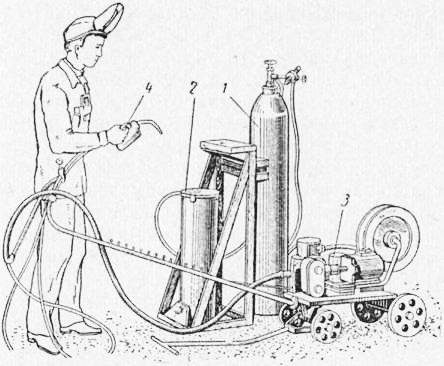
Рис. 1. Полуавтоматическая установка для сварки в углекислом газе:
1 — баллон с углекислотой; г — осушитель газа; 3 — шланговый полуавтомат; 4 — держатель-горелка
Качество сварки вполне удовлетворительное и несколько выше, чем при ручной сварке электродами руднокислого типа, что объясняется пониженным содержанием водорода в наплавленном металле. Способ пригоден для сварки стали толщиной 1—30 мм. При толщине более 6—8 мм сварку часто производят в несколько слоев. Скорость сварки при одинаковых токах несколько выше, чем при других способах дуговой сварки. Преимущества сварки в углекислом газе значительны. Прежде всего это самый дешевый способ качественной дуговой сварки, — в большинстве случаев сварка в С02 дешевле ручной сварки электродами с качественным покрытием и автоматической сварки под флюсом. Способ обеспечивает высокую производительность сварки, мало чувствителен к ржавчине и другим загрязнениям основного металла; за процессом сварки легко наблюдать. Недостаток способа — сильное разбрызгивание металла при токах свыше 500 а, требующее частой очистки сопла горелки. Мощная открытая дуга дает интенсивное излучение, от которого необходимо защищать сварщика и других работающих в цеху. Поверхность швов имеет худший внешний вид по сравнению со сваркой под флюсом. Для токов свыше 300 а требуется охлаждение горелки проточной водой, что усложняет конструкцию горелки и требует обеспечения водой сварочного поста. Сварка практически возможна лишь на постоянном токе и требует специальных источников питания. Но преимущества сварки в углекислом газе с избытком перекрывают ее недостатки и она за короткое время завоевала выдающееся положение почти во всех промышленно развитых странах мира (рис. 1). Реклама:Читать далее:Неплавящиеся электродыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|