|
|
Категория:
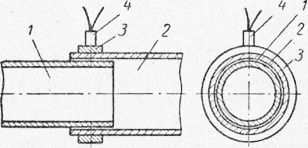
Сварка металлов Далее: Ультразвуковая сварка Было замечено, что при взрывах разлетающиеся куски металла, ударяясь об окружающие металлоконструкции, инотда прочно привариваются к ним. Проведенные исследования позволили создать промышленно пригодный способ сварки взрывом. Сущность его состоит в том, что привариваемая или ударяющая деталь с большой скоростью бросается к ударяемой детали. Скорость движения ударяющей детали должна к моменту соударения достигать нескольких сотен метров в секунду, приближаясь к скорости снаряда огнестрельного оружия. В зоне соударения металл соединяемых деталей течет подобно жидкости и сливается в одно целое, образуя монолитное соединение. Ударяющая деталь бросается зарядом взрывчатого вещества, вес которого составляет 10—20% веса детали. Ударяемая неподвижная деталь может иметь любую массу; при недостаточности массы детали ее укладывают на массивное основание, — увеличение массы ударяемой детали улучшает использование энергии взрыва. Одно из наиболее известных применений сварки взрывом — изготовление биметаллических заготовок (рис. 218). Основную ударяемую плиту для увеличения массы укладывают на опорный фундамент. Ударяющий лист металла располагают под углом а = 3 Полученную взрывом заготовку затем прокатывают в листовой биметалл. Поверхность соединяемых взрывом деталей может достигать нескольких квадратных метров. Вторым примером использования сварки взрывом могут служить стыки соединяемых труб. Применяется телескопический или иахлесточ-ный стык (рис. 219), где 1 и 2 — соединяемые трубы, 3 — взрывчатка, 4 — детонатор. Взрывчатка располагается по стыку кольцеобразной полосой. Для устранения смятия труб при взрыве может быть применен достаточно прочный сердечник (не показан на рисунке). Применение сварки взрывом, конечно, требует строгого соблюдения правил техники безопасности и хранения взрывчатки. Сварка взрывом достаточно удобна для изготовления отдельных изделий сравнительно простой формы; регулирование процесса сварки возможно лишь приблизительное, так как результат зависит от плотности взрывчатки, равномерности ее размещения и прочих параметров, поддающихся лишь приблизительному регулированию. Для серийного и массового производства небольших деталей иногда более удобным может оказаться способ магнитно-импульсной сварки, во многом подобной сварке взрывом. Например для магнитно-импульсной сварки стыка труб (рис. 1) на стык вместо кольцевой полосы взрывчатки надевают соленоид из нескольких витков, и через него подается мощный импульс электрического тока от батареи электрических конденсаторов; возникновение кратковременного магнитного потока высокой плотности производит действие, аналогичное взрыву, — трубы прочно свариваются, причем они могут быть из разнородных металлов, например алюминия и меди. Магнитно-импульсная сварка допускает точное регулирование и удобна для массового изготовления однотипных изделий небольших размеров.
Рис. 1. Сварка стыка труб
Реклама:Читать далее:Ультразвуковая сваркаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|