|
|
Категория:
Практика слесарно-сборочных работ Далее: Шпоночно-шлицевые соединения К неподвижным неразъемным соединениям относят сварные и паяные соединения элементов металлоконструкций и металлических деталей. Ниже рассмотрены только сварные соединения.
Рис. 1. Пневматические клепальные головки
Рис. 2. Противошумные наушники, применяемые при клепке соединений Перед сваркой, наплавкой и пайкой поверхность детали подготавливают: замасленные детали промывают в растворе каустической соды, а затем в теплой воде, место под сварку зачищают напильником, ручными шлифовальными машинками, пескоструйными аппаратами или промывают органическими растворителями. Кромки в местах сваривания разделывают (припиливают или фрезеруют) под фаски. Низкоуглеродистые стали относятся к хорошо сваривающимся металлам; их сваривают без подогрева и последующей термической обработки. Детали из сталей с ограниченной (среднеугле-родистые) и с плохой свариваемостью (высокоуглеродистые и легированные) рекомендуется перед сваркой подогревать до температуры 250—300 °С во избежание появления трещин. Для сварки тонких деталей из стали толщиной до 3 мм применяют газовую сварку. Стальные детали сваривают в основном дуговой сваркой плавящимся металлическим электродом. В качестве электрода применяют стальную проволоку диаметром от 1 до 12 мм. Для улучшения качества шва и получения устойчивой дуги применяют электроды со специальными покрытиями. Сварка давлением осуществляется в результате пластической деформации предварительно нагретых поверхностей свариваемых деталей. Сварка давлением является одним из видов контактной электросварки — точечной и роликовой. Кроме указанных применяют и другие способы сварки: электрошлаковую, в среде защитных газов, ультразвуковую, лазерную, индукционную.
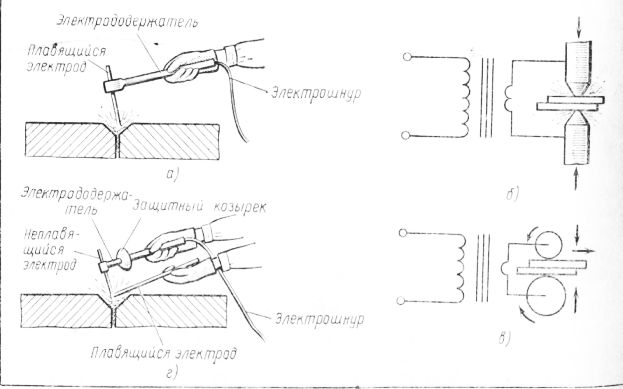
Рис. 3. Приемы сварки деталей
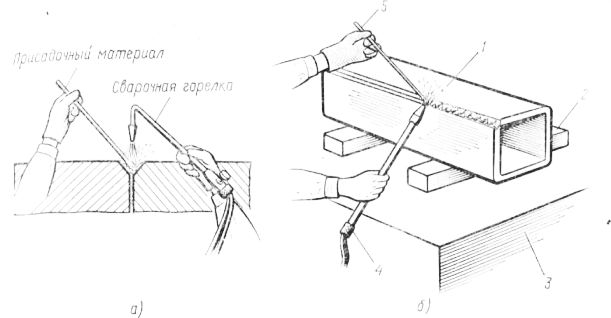
Рис. 4. Приемы газовой сварки встык Дуговую сварку можно производить неплавящимся (угольным или вольфрамовым) электродом. В зону горения дуги вводится присадочный материал, который плавится и образует шов. При сварке плавлением поверхности кромок соединяемых деталей плавятся и после остывания образуют прочный шов. Чаще всего сварка плавлением бывает газовой или дуговой (электродуговой). При газовой сварке газ (ацетилен), сгорая в атмосфере, образует пламя, используемое для плавления. В зону плавления вводится присадочный материал, в результате плавления которого образуется сварной шов. Газовой сваркой можно соединять металлы и пластмассы. На рис. 4, б показан способ газовой сварки прямоугольной трубы из листовой стали толщиной 1,5 мм. Прежде чем приступить к сварке трубы, необходимо запилить у нее с двух сторон скосы под сварку встык. Затем струбцинами сжимают трубу и укладывают ее на металлические планки и плиту. В правую руку берут горелку, а в левую электрод и сваривают шов вдоль трубы. Реклама:Читать далее:Шпоночно-шлицевые соединенияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|