|
|
Категория:
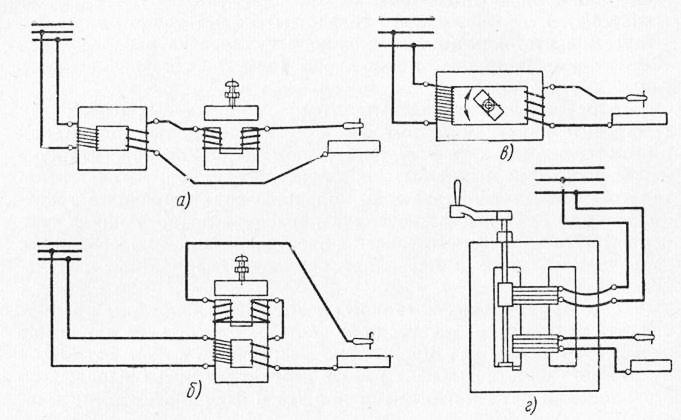
Сварка металлов Далее: Осцилляторы Сварочные трансформаторы просты по устройству, отличаются малыми размерами и весом, имеют высокий к. п. д. Сварочные трансформаторы расходуют электроэнергии почти в 2 раза меньше по сравнению с агрегатами постоянного тока. К. п. д. сварочных трансформаторов достигает 85—90%. Для получения падающей характеристики на электродах дуги включают последовательно с дугой в сварочную цепь необходимое сопротивление. По экономическим соображениям это сопротивление должно быть чисто индуктивным, с минимальной активной составляющей. Индуктивность вторичной цепи трансформатора можно увеличить включением последовательно с дугой индуктивного сопротивления дроссельной катушки, отделенной от трансформатора или объединенной с ним. Существуют конструкции трансформаторов, индуктивность вторичной цепи которых обеспечивает необходимую падающую характеристику. Таким образом, можно выделить четыре следующие основные системы сварочных трансформаторов:
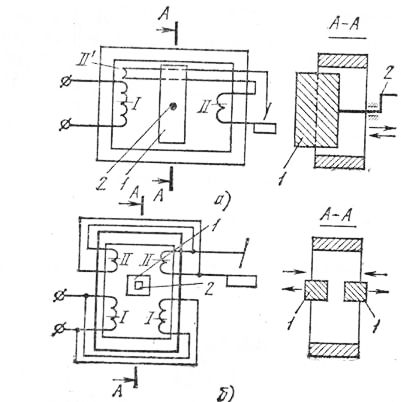
Рис. 1. Схемы сварочных трансформаторов
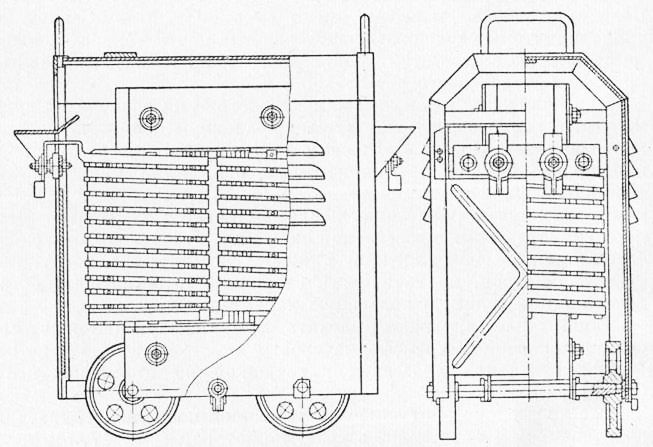
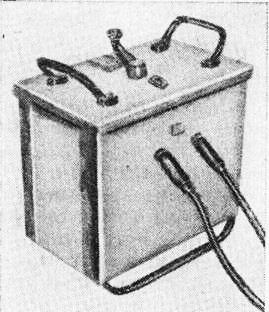
Рис. 2. Сварочный трансформатор СТЭ
Возможны, конечно, и другие способы регулирования трансформаторов, например путем секционирования обмотки и включения различного числа витков. Вилоизменяя основные схемы и объединяя элементы отдельных схем, образуют множество возможных систем и конструкций сварочных трансформаторов. Сварочные трансформаторы изготовляют обычно однофазными, сухими, с естественным воздушным охлаждением.
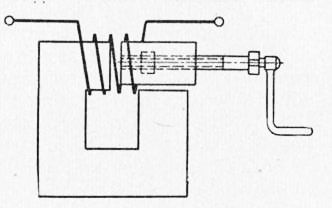
Рис. 3. Схема устройства регулятора РСТЭ
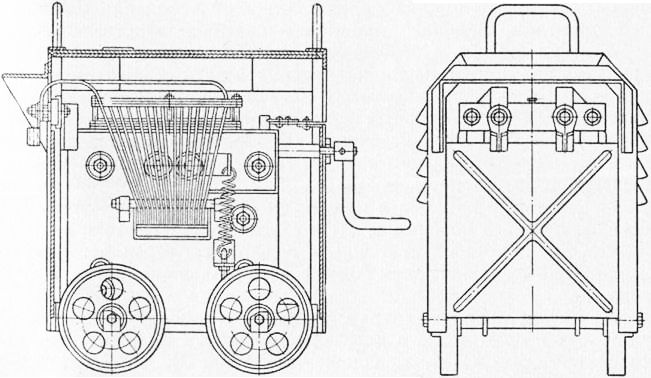
Примером трансформатора с отдельной дроссельной катушкой могут служить трансформаторы конструкции завода «Электрик» типа СТЭ. Комплектный сварочный аппарат состоит из трансформатора СТЭ и дроссельной катушки или регулятора РСТЭ, включаемого во вторичную цепь последовательно с дугой. Магнитопровод дроссельной катушки сделан разъемным. Подвижный сердечник магнитопровода может перемещаться вращением рукоятки регулятора. Перемещение подвижного сердечника меняет воздушный зазор магнитопровода и тем самым индуктивное сопротивление дросселя, а следовательно, и сварочный ток, так как меняется характеристика, отнесенная к электродам дуги. Величины воздушного зазора и сварочного тока контролируют по шкале указателя, скрепленного с подвижной частью магнитопровода. В первом приближении можно принять, что сварочный ток изменяется прямо пропорционально величине воздушного зазора магнитопровода дроссельной катушки.
Рис. 4. Регулятор РСТЭ
Трансформаторы СТЭ бывают нескольких типов, отличающихся лишь мощностью, и рассчитаны на сварочный ток 230—500 а для ПР 60%. Небольшие вес и габаритные размеры делают сварочные трансформаторы достаточно портативными. Трансформатор и дроссель перемещаются на роликах и снабжены ручками. В настоящее время трансформаторы заменены более совершенными конструкциями, но следует заметить, что на протяжении примерно 30 лет эти трансформаторы были основными источниками питания при ручной дуговой сварке. Вторичное напряжение трансформаторов для ручной дуговой сварки с отдельной дроссельной катушкой составляет 60—65 в. Повышение вторичного напряжения сварочного трансформатора облегчает зажигание дуги и делает ее более устойчивой. С другой стороны, повышение вторичного напряжения увеличивает размеры, вес и стоимость трансформатора и дроссельной катушки, возрастает опасность поражения сварщика током. Снижение же напряжения ухудшает зажигание дуги и делает ее менее устойчивой. Напряжение 60—65 в, выбранное на основании многолетней практики, наиболее приемлемо для большинства случаев. Дуговая сварка, в особенности ручная, создает прерывистую нагрузку для источника тока; за горением дуги следуют перерывы для смены электродов, зачистки швов и т. д. Режимом нагрузки определяется максимальный ток, который может быть получен без перегрева обмоток источника. Режим определяется коэффициентом ПР — прерывистой работы, представляющим собой отношение рабочего периода к продолжительности полного цикла работы, который не должен превышать 5 мин. ПР 100% означает горение дуги без перерывов. ПР 60% показывает, что в пятиминутном цикле дуга горит 3 мин, а перерывы в горении занимают 2 мин. Чем меньше ПР, тем больше максимально допустимая сила тока. Примером сварочных трансформаторов, конструктивно объединенных в одно целое с дроссельной катушкой, могут служить трансформаторы СТН, предложенные акад. В. П. Никитиным еще в 1925 г. Трансформаторы СТН для ручной и автоматической сварки были рассчитаны на сварочные токи до 2000 а. В настоящее время производство этих трансформаторов прекращено. Современные трансформаторы с увеличенным внутренним магнитным рассеянием без дроссельных катушек имеют пакеты рассеяния, набранные из трансформаторной стали, или подвижные обмотки трансформатора. Перемещая пакеты рассеяния, изменяют потоки рассеяния в трансформаторе. С увеличением потоков рассеяния сварочный ток уменьшается, с уменьшением — возрастает. В трансформаторах с подвижными обмотками, уменьшая расстояние между первичной и вторичной обмотками, увеличивают сварочный ток, и наоборот.
Рис. 5. Сварочный трансформатор СТШ-500
Рис. 6. Сварочный трансформатор ТД-500
Наиболее распространены трансформаторы для ручной дуговой сварки на номинальные сварочные токи 300 и 500 а. Примером современного трансформатора может служить трансформатор СТШ-500, разработанный Институтом электросварки им. Е. О. Патона (рис. 4). Его номинальный сварочный ток 500 а при ПР 60%, вторичное напряжение холостого хода 60 в, вес 220 кг. Плавное регулирование сварочного тока осуществляется посредством двух подвижных магнитных шунтов. Трансформатор обладает высокой надежностью в работе. Аналогичный трансформатор ТД-500 (рис. 6), разработанный во внииэсо, имеет два диапазона регулирования сварочного тока:85—240 и 240-700 а. Номинальный сварочный ток 500 а при ПР 60%; вторичное напряжение холостого хода 76 в Для меньших и 60 в для больших токов; вес 210 кг. Несколько меньший по мощности трансформатор ТД-300 рассчитан на номинальный сварочный ток 300 а при ПР 60% с пределами регулирования 60— 400 а и двумя рабочими диапазонами с напряжениями 61 и 79 в; вес 137 кг. Расстояние между первичной и вторичной обмотками трансформаторов ТД-500 и ТД-300 регулируют вращением рукоятки на корпусе. Указанные трансформаторы достаточно компактны и транспортабельны, при наличии роликов легко перемещаются в заводских цехах.
Рис. 7. Сварочный трансформатор ТСП-2
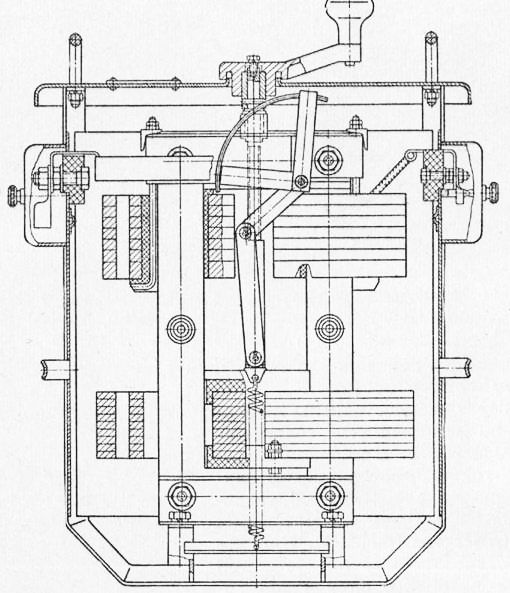
Рис. 8. Конструкция сварочного трансформатора ТСП-2
В некоторых случаях необходимы не только передвижные, но и переносные сварочные трансформаторы. За счет экономного конструирования, применения лучших материалов и изоляции, допускающей более высокий нагрев, удалось создать легкие переносные сварочные трансформаторы для строительных, монтажных, ремонтных и тому подобных работ. Такой трансформатор ТСП-2, разработанный ВНИИЭСО, показан на рис. 7. Он рассчитан на прерывистую работу с ПР 20% и номинальный сварочный ток 300 а; напряжение холостого хода 62 в. На рис. 8 показано устройство для раздвижения обмоток (как у трансформаторов ТД). Вес трансформатора ТСП-2 всего 65 кг. Существуют еще более легкие переносные трансформаторы. Например, трансформатор ВНИИЭСО ТДП-1 (номинальный сварочный ток 160 а ПР 20%) весит всего 38 кг, а трансформатор СТШ-250, разработанный Институтом электросварки им. Е. О. Патона (рис. 9), с номинальным сварочным током 250 а при ПР 20%, с напряжением холостого хода 60 в весит 40 кг. Кроме рассмотренных трансформаторов для ручной дуговой сварки, изготовляется большое количество сварочных трансформаторов специальных типов для автоматической дуговой сварки, дуговой сварки в защитных газах, электрошлаковой сварки и т. д. О некоторых специальных трансформаторох будет упомянуто дальше, при рассмотрении соответствующих видов сварки. Существенным недостатком сварочных трансформаторов является низкий коэффициент мощности cos <р. Этот недостаток вызывается самим принципом устройства сварочного трансформатора, в котором падающая характеристика создается высокой индуктивностью цепи. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов берется не менее 60—65 в, а напряжение сварочной дуги обычно не превышает 20—30 в.
Рис. 9. Сварочный трансформатор СТШ-250
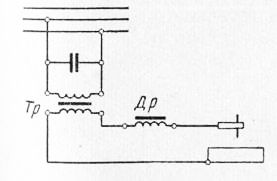
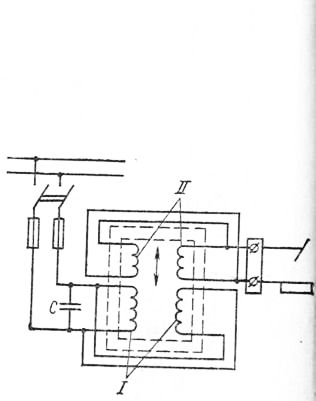
Рис. 10. Схема улучшения cos ф сварочного трансформатора
Коэффициент мощности может быть улучшен включением в сеть, питающую сварочные трансформаторы, емкостной нагрузки с опережающим углом ф, для чего удобнее всего параллельно к зажимам первичной обмотки каждого отдельного сварочного трансформатора присоединять конденсатор (рис. 10). Для каждого трансформатора при ручной сварке обычно достаточно небольшого конденсатора, который может быть встроен в кожух трансформатора. —- Обшие требования к трансформаторам: напряжение холостого хода не должно превышать 80 В, регулирование тока должно осуществляться по возможности плавно.
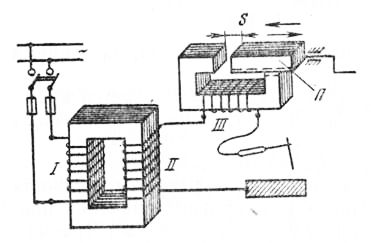
Рис. 11. Электрическая схема сварочного трансформатора типа СТЭ:
/, //, III — первичная, вторичная и реактивная обмотки; Л — подвижной пакет сердечника дросселя, S — воздушный зазор в сердечнике
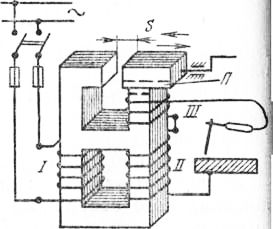
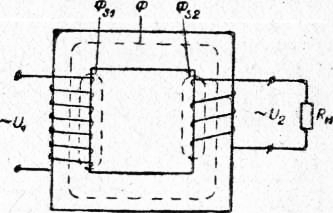
Рис. 12. Электрическая схема сва-1 рочного трансформатора типа СТН:
I, II, III— первичная, вторичная и ре-1 активная обмотки; П — подвижной пакет сердечника дросселя, S — воздушный зазор в сердечнике
В Советском Союзе применяются сварочные трансформаторы двух групп: I — с нормальным магнитным рассеянием и реактивной катушкой (дросселем); реактивная катушка может располагаться на отдельном магнитопроводе (трансформаторы типа СТЭ-сварочный трансформатор завода «Электрик») или на общем магнитопроводе (трансформаторы типа СТН — сварочный трансформатор В. П. Никитина); И —с увеличенным магнитным рассеянием (трансформаторы типов ТС — трансформатор сварочный, ТСК. — с конденсатором, ТД— трансформатор дуговой, СТАН — сварочный трансформатор Академии наук и СТШ — сварочный трансформа тор шунтовой). Технические данные трансформаторов для ручной сварки при. водятся в табл. 50. Электрические принципиальные схемы транс, форматоров даны на рис. 12—14. Устройства, создающие падаю, щую вольт-амперную характеристику трансформатора, обеспечи. вают устойчивое горение дуги и регулирование сварочного тока Эти устройства представляют собой дроссель , магнитный шунт и механизм перемещения вторичной обмотки.
Рис. 13. Электрические схемы сварочных трансформаторов СТАН (а) и СТШ (б):
Рис. 14. Электрическая схема трансформатора типа ТСК:
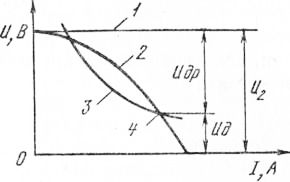
Создание падающей вольт-амперной характеристики. Для зажигания дуги требуется повышенное напряжение по сравнению с напряжением дуги. Во вторичной обмотке сварочного трансформатора индуктируется постоянная электродвижущая сила. Она равна напряжению на зажимах сварочной цепи. При нагрузке ток вторичной обмотки создает магнитный поток в сердечнике дросселя (или трансформатора). Этот магнитный , поток индуктирует э. д. с. самоиндукции или реактивную э. д. с. рассеяния. В обоих случаях это приводит к образованию индуктивного сопротивления в сварочной цепи и падению напряжения на дуге, т. е. к созданию падающей характеристики. Распределение э. д. с. источника питания в цепи показано на рис. 15 улучшение устойчивости горения дуги. В процессе перехода капли электродного металла на изделие происходит короткое замыкание. Второй способ связан с применением электродных покрытий, имеющих особые технологические свойства. Такие покрытия еще не разработаны. При работе на сварочных токах более 250 А напряжение холостого хода может быть снижено и, следовательно, повышена устойчивость дуги. Время перерыва можно уменьшить применением тока повышенной частоты. Этот способ иногда находит применение в сварочной практике. В этом случае пользуются преобразователями с генераторами повышенной частоты, например, типа ПС-100-1 с частотой тока 480 Гц. Время перерыва уменьшится во столько раз, во сколько раз увеличится частота тока и горение дуги становится устойчивым. Сварочная дуга, горящая на переменном токе со значительной индуктивностью в цепи, не имеет перерывов, так как э. д. с. самоиндукции поддерживает ее горение. Для того чтобы величина э. д. с. самоиндукции была достаточной для поддержания горения дуги в момент снижения напряжения источника, необходим определенный угол сдвига фаз ф между током и напряжением. Устойчивое горение дуги на любых сварочных токах обеспечивается при cos ф = 0,35—0,6. Регулирование сварочного тока. Изменение величины сварочного тока можно производить следующими способами:
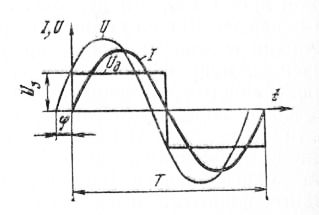
Рис. 15. Схема образования внешней характеристики: 1 — напряжение во вторичной обмотке сварочного трансформатора, 2 — падающая характеристика источника питания, 3 — статическая характеристика дуги, 4 — точка устойчивого горения дуги
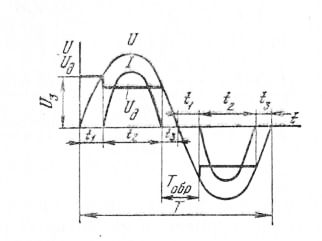
U, U3 , ид — напряжение источника, зажигания, дуги; t — время; I — сила тока, Т — время полного периода синусоидального напряжения источника; —время обрыва дуги
Рис. 18. Кривые изменения напряжения и тока дуги при активном сопротивлении в цепи:
U, U3 , Од — напряжение источника, зажигания, дуги; ( I — сила тока. Т — бремя полного периода синусоидального напряжения источника, Ф — угол сдвига фаз между напряжением источника и током
Рис. 19. Кривые изменения напряжения и тока дуги при введении индуктивного сопротивления в Цепь:
Первый способ применяется лишь как дополнительный, например, для получения двух диапазонов тока, а также в трансформаторах с жесткой вольт-амперной характеристикой. Наиболее широко применяется второй способ — изменение индуктивного сопротивления. Этот способ дает возможность плавно регулировать величину сварочного тока. В трансформаторах типа СТЭ и СТН регулирование тока осуществляется изменением воздушного зазора в магнитопроводе дросселя. При вращении регулировочной ручки дросселя по часовой стрелке воздушный зазор увеличивается, магнитный поток уменьшается, индуктивное сопротивление становится меньше и ток увеличивается. Вращением рукоятки дросселя против часовой стрелки достигается уменьшение зазора, увеличение индуктивного сопротивления и уменьшение тока. В трансформаторе типа СТАН ступенчатое регулирование про изводится изменением числа витков реактивной части вторичной обмотки, а плавное регулирование — перемещением магнитного шунта. При выдвижении магнитного шунта из сердечника магнитный поток рассеяния трансформатора и индуктивное сопротивление уменьшаются, вследствие чего сварочный ток возрастает. В трансформаторах типа СТШ магнитный шунт конструктивно выполнен из двух половин, расходящихся в противоположные стороны. Когда шунт полностью вдвинут в сердечник, магнитный поток рассеяния и реактивная э. д. с. рассеяния максимальны, а сварочный ток минимален. В трансформаторах с подвижными обмотками (типа ТД, ТСК или ТС) плавное регулирование производится перемещением вторичной обмотки. При увеличении расстояния между обмотками поток рассеяния увеличивается, индуктивное сопротивление возрастает, а ток снижается. Конструкции сварочных трансформаторов. Широко используются облегченные сварочные трансформаторы (переносные), которые предназначены для работ на строительных и монтажных площадках. Эти трансформаторы рассчитаны на выполнение коротких швов и прихваток, т. е. для работы при ПР=20%..К таким трансформаторам относятся ТСП-1 — на сварочный ток 105, 145, 160 и 180 А, масса его 37 кг; ТСП-2 и ТСП-2у2 —на ток от 90 до 300 А, масса 65 кг; СТШ-250 —на ток от 70 до 250 А, масса 44 кг; ТДП-1—на ток от 55 до 175 А, масса 38 кг. Небольшая масса этих трансформаторов достигнута За счет применения для сердечников стали с высокой магнитной проницаемостью, особой изоляции обмоток и понижения (до 20%) ПР. Для монтажных работ выпускается также трансформатор ТД-304, рассчитанный на ПР = 50%, токи от 60 до 385 А, с подвижной вторичной обмоткой. Трансформатор имеет обмотки с теплостойкой и влагостойкой изоляцией и может комплектоваться приставкой РТД-2 для дистанционного регулирования сварочного тока. Масса трансформатора (установлен на салазки) — 137 кг. Промышленностью выпускаются бытовые сварочные аппараты АДЗ-101 и ТД-101, предназначенные для ручной дуговой сварки стали толщиной до 2 мм покрытыми электродами марки ОЗС-9 диаметром 2 мм с повышенными ионизирующими свойствами. Первичный ток —15 А, номинальный сварочный ток — 50 А, потребляемая мощность — 1,85 кВт, масса аппарата — 20 кг. Осцилляторы предназначены для облегчения зажигания и стабилизации дуги переменного тока при сварке неплавящим-ся (вольфрамовым) электродом и покрытыми электродами с низкими ионизирующими свойствами. Этот прибор создает переменный ток высокой частоты 250—300 кГц с высоким напряжением (более 2500 В). Ток высокой частоты при таком высоком напряжении не представляет большой опасности для сварщика, так как может вызвать лишь поверхностные ожоги кожи. Осцилляторы включаются параллельно или последовательна с дугой. В сварочной цепи с осциллятором дуга возбуждаете без предварительного замыкания электрода с изделием (на рас стоянии 1—3 мм от электрода до изделия), поэтому их целесся образно включать при сварке отделочных и декоративных изделий. — Для ручной дуговой сварки покрытыми электродами на переменном токе в качестве источника питания Используют однофазные понижающие сварочные трансформаторы. В сравнении с источниками питания постоянного тока сварочные трансформаторы имеют следующие достоинства: простота конструкции, надежность в работе, простейшее обслуживание, невысокая стоимость. Недостатком сварочных трансформаторов, является низкий коэффициент мощности, особенно при холостом ходе и недогрузке. В последнее время принимаются меры, устранению этого недостатка — сварочные трансформаторы начинают выпускаться в комплекте со специальными конденсаторами для повышения коэффициента мощности. Современные сварочные трансформаторы изготовляются в соответствии с ГОСТ 95—77 (СТ СЭВ 4668—84) («Трансформаторы однофазные однопостовые для ручной дуговой сварки». Общие технические условия). Напряжение первичной обмотки сварочных трансформаторов в большинстве случаев равно 380 В, значительно реже —220 В. Напряжение холостого хода вторичной обмотки лежит в пределах 60—80 В. Сварочные трансформаторы имеют механические указатели тока, которые указывают ориентировочную величину сварочного тока. Погрешность показаний может достигать значительных величин. Действительное значение сварочного тока зависит от величины напряжения сети (его колебаний) и длины дуги в процессе сварки. По конструктивным особенностям сварочные трансформаторы классифицируют на две основные группы — с нормальным магнитным рассеянием и с повышенным магнитным рассеянием. Трансформатор в режиме нагрузки имеет следующие магнитные потоки — рабочий магнитный поток Ф, магнитные потоки рассеяния первичной и вторичной обмоток. Рабочий магнитный поток Ф замыкается полностью по магнитопроводу, охватывая при этом обе обмотки трансформатора, и передает электрическую энергию из первичной обмотки во вторичную. Магнитные потоки, которые замыкаются частично по воздуху и охватывают при этом только одну обмотку, называются потоками рассеяния.
Рис. 1. Магнитные потоки трансформатора Реклама:Читать далее:ОсцилляторыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|