|
|
Категория:
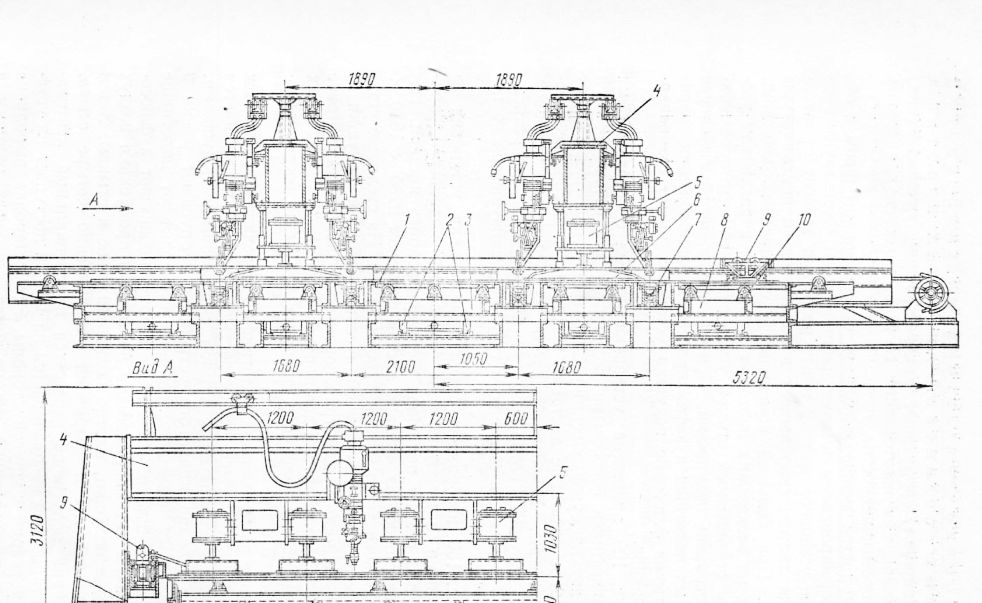
Автоматизация сварочного производства Далее: Наплавочные установки Установки для автоматической сварки. Основными видами установок для автоматической сварки являются установки для сварки листовых полотнищ, цилиндрических сосудов и балочных конструкций. Установки для автоматической сварки стыковых соединений листовых полотнищ находят широкое применение в судостроении, краностроенин, мостостроении, при изготовлении сосудов, емкостей и в других отраслях промышленности. Сварку листов можно выполнять односторонним швом с обратным формированием и двусторонним швом. Конструктивное исполнение установок для листовых полотнищ зависит от числа и размеров листов, свариваемых в полотнище, и номенклатуры полотнищ. При большой номенклатуре свариваемых полотнищ, состоящих из нескольких листовых заготовок, и различном расположении свариваемых стыков установки снабжают передвижными флюсовыми подушками. При ограниченной номенклатуре свариваемых полотнищ и зафиксированном расположении свариваемых стыков флюсовые подушки установок имеют стационарное исполнение. Свариваемые полотнища имеют разнообразное сочетание листовых заготовок и различные габаритные размеры. Установка состоит из нескольких типовых флюсовых подушек, которые могут перемещаться по рельсам с помощью лебедки, и сварочного трактора, движущегося по полотнищу. На рис. 1 изображена специализированная установка со стационарными пневматическими флюсовыми подушками, применяемая для сварки полотнищ железнодорожных цистерн. Полотнища сваривают из четырех листов размером 9280 X 1680 X X 9 мм и одного листа 9280 X 2100 X 11 мм. На стеллаже установки размещены четыре пневматические флюсовые подушки, подъемные ролики для транспортировки полотнища, тяговое устройство с тележками и два портала, на каждом из которых установлено по два сварочных аппарата АБС и по восемь пнев-моцилиндров с прижимами. Собранное на прихватках полотнище передается на стеллаж при помощи двух тележек со скоростью 12 м/мин и перемещается до совпадения свариваемых стыков с флюсовыми подушками. Далее при помощи клинового устройства опускают рамки, на которых размещены ролики, и укладывают полотнище на флюсовые подушки. Полотнище сверху поджимают к флюсовым подушкам пневмоприжимами порталов и пропускают воздух во флюсовые подушки, плотно поджимая флюс к стыкам. Затем включают автоматы и сваривают одновременно четыре стыка. После сварки полотнище передается на специальный кантователь, в котором оно поворачивается на 180°, и поступает на установку для сварки с другой стороны. Эта установка выполнена аналогично рассмотренной, но не имеет флюсовых подушек и прижимных устройств.
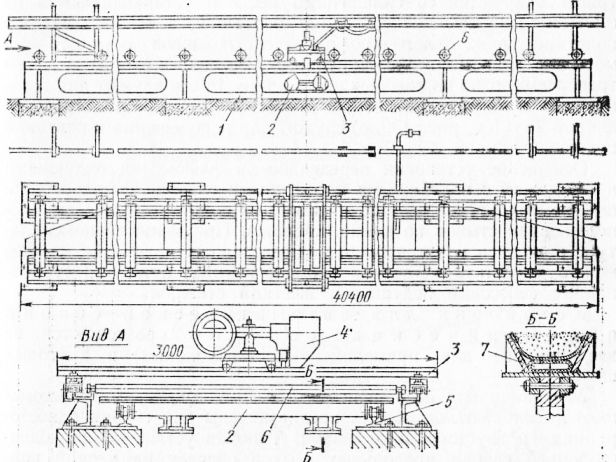
Рис. 1. Установка со стационарными флюсовыми подушками для автоматической сварки полот» нищ На рис. 2 показана установка; для автоматической сварки поясов и вертикальных стенок пролетных балок мостовых кранов. Свариваемые на установке узлы представляют собой длинные полотнища длиной до 32 м и шириной до 2,2 м. Установка состоит из следующих основных элементов: стеллажа, нескольких передвижных пневматических флюсовых подушек и нескольких тележек, на которых установлены сварочные тракторы 4 типа АДС-1000-2.
Рис. 2. Установка с передвижными флюсовыми подушками для автоматической сварки вертикальных стенок и поясов пролетных балок электрсмостовых крапов Листовые секции полотнищ укладывают краном на стеллаж, состыковывают и прихватывают стыки. Затем к стыку подводят одну из тележек и поджимают листы к стеллажу с помощью траверсы, смонтированной на тележке. Под стык устанавливают одну из флюсовых подушек и поджимают флюс к стыку. Предварительный подъем флюса производится при помощи пневмоцилии-дров. Более плотный поджим флюсовой подушки осуществляется при подаче Боздуха в шланг, уложенный под флюсом. Флюсовые подушки перемещаются под стеллажом по двум рельсам, а тележки — по направляющим стеллажа. Поперечные связи 6 стеллажа выполнены передвижными для обеспечения доступа флюсовой подушки к стыку в любом месте стеллажа. После сварки всех стыков с одной стороны полотнище поворачивают и сваривают стыки с противоположной стороны. Установка снабжена несколькими флюсовыми подушками и верхними тележками для сокращения времени на их передвижку к стыку и для удобства работы. Для сокращения времени на раскладку заготовок и для разгрузки мостового крана на рабочем месте предусмотрен консольный кран, с помощью которого заготовки транспортируются со складочного места и устанавливаются на стеллаж. Перемещение сваренных полотнищ, а также повороты полотнищ для наложения подварочных швов осуществляют мостовым краном при помощи траверс. Установка снабжена двумя траверсами, одна из которых имеет длину 18 м и служит для перемещения и кантовки полотнищ длиной до 23 м; вторая траверса длиной 28 м служит для перемещения и кантовки полотнищ длиной 23—32 м. Оснащение установки передвижными флюсовыми подушками и стеллажом с подвижными поперечными связями вызвано большой номенклатурой разных по размерам полотнищ и разным расположением стыков по длине стеллажа. При меньшей номенклатуре полотнищ и установлении определенных положений стыков можно упростить установки подобного типа, применяя стационарные флюсовые подушки и жесткий стеллаж. Установки для автоматической сварки цилиндрических сосудов разделяются на две группы: для прямолинейных (продольных) и круговых швов. Установки для автоматической сварки продольных стыковых швов цилиндрических обечаек предназначены для сварки односторонними и двусторонними швами. Типовая установка для односторонней сварки продольных стыков обечаек на медной подкладке рассмотрена ранее. На рис. 152 изображена двухместная установка для автоматической сварки продольных швов цилиндрических обечаек двусторонним швом. Установка предназначена для сварки обечаек диаметром 800—3900 мм и длиной до 2400 мм. Установка состоит из двух роликоопор, двух флюсовых подушек, подставки с передвижными направляющими, сварочного трактора для сварки внутренних швов, велосипедной тележки 6 и сварочного трактора для сварки наружных швов. Обечайку для сварки устанавливают на одну из роликоопор, после чего поджимают флюсовую подушку к стыку обечайки. Для предварительного подъема флюсовой подушки включают воздушные цилиндры, а затем поджимают флюс к стыку за счет давления воздуха, подаваемого в воздушный шланг, уложенный под флюсом. Далее в обечайку вводят направляющие, устанавливают трактор в начале шва и сваривают внутренний шов обечайки. После сварки внутреннего шва опускают флюсовую подушку, отводят сварочный трактор на подставку и передвигают направляющие во вторую обечайку, уложенную на другой роликоопоре.
Рис. 3. Установка для двусторонней автоматической сварки прямолинейных швов обечаек Обечайку со сваренным изнутри швом поворачивают на 180° С помощью электропривода роликоопоры, подводят самоходную велосипедную тележку, опускают балкон и сваривают шов сварочным трактором 7, перемещающимся по направляющим. По окончании сварки наружного шва велосипедную тележку перемещают ко второй роликоопоре; сваренную обечайку снимают, а на ее место устанавливают следующую. В установках рассматриваемого типа с успехом могут быть применены типовые узлы роликовых стендов.
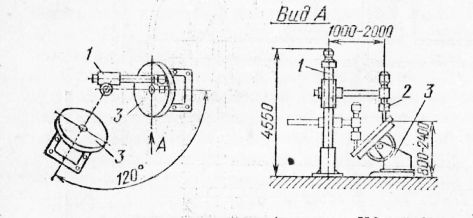
Рис. 4. Установка для автоматической сварки круговых швов: Установки для автоматической сварки круговых швов разделяются по двум основным признакам: по конструкции устройства для крепления и перемещения сварочного аппарата и по конструкции устройства для вращения изделий в процессе сварки круговых швов, В зависимости от конструкции устройства для крепления и перемещения сварочного аппарата имеются следующие разновидности установок: с поворотной колонной, с велосипедной тележкой, с глагольной тележкой, с портальной тележкой. Установки с поворотной колонной применяют в тех случаях, когда имеются относительно небольшие отклонения в расположении свариваемых круговых швов по длине свариваемых цилиндрических изделий. Установки с велосипедными, глагольными или портальными тележками применяются для сварки длинных цилиндрических изделий с несколькими круговыми швами. В зависимости от конструкции устройства для вращения изделий в процессе сварки существуют две основные разновидности установок: с роликовыми стендами и с вращателями или манипуляторами. При сварке изделий небольшой длины используют установки с вращателями и манипуляторами. Эти установки широко применяют для сварки патрубков и обечаек с фланцами. Образец такой установки показан на рис. 153. Установка предназначена для сварки под флюсом круговых швов и скомпонована из двух типовых манипуляторов и поворотной колонны с подвесной сварочной головкой. Установка снабжена двумя манипуляторами для обеспечения поочередной работы на них: пока на одном манипуляторе производится сварка, на другом за это время производится укладка, а иногда и частичная сборка следующего изделия. С помощью манипулятора свариваемое изделие может быть установлено как в горизонтальное, так и в наклонное положение.
Рис. 5. Установка с велосипедной тележкой и передвижными роликоопорами для автоматической сварки сосудов: Поворотом колонны до заданных упоров-фиксаторов сварочная головка устанавливается над тем или другим манипулятором. Точная установка головки над швом осуществляется электроприводами подъема и выдвижения консоли колонны. На рис. 5 изображена установка для автоматической сварки внутренних и наружных круговых швов корпусов нефтеаппаратуры диаметром 800—4000 мм. Установка состоит из велосипедной тележки с подъемным балконом и сварочным трактором для наружных швов, роликового стенда, сварочного трактора Для внутренних швов и передвижной пневматической флюсовой подушки. Отличительной особенностью данной установки является возможность сварки на ней сосудов с приваренными штуцерами, люками и другими выступающими деталями, что обусловлено принятой конструкцией роликового стенда. Роликовый стенд состоит из одной стационарной приводной роликоопоры и ряда передвижных холостых роликоопор, перемещающихся по двум рельсам, уложенным на фундаменте. Число холостых роликоопор принимается в зависимости от длины свариваемого сосуда и его массы, причем роликоопоры могут быть установлены в тех местах сосуда, где отсутствуют штуцеры, люки и другие выступающие детали. Сварка внутренних круговых швов производится сварочным трактором ТС-17 с применением передвижной флюсовой подушки.
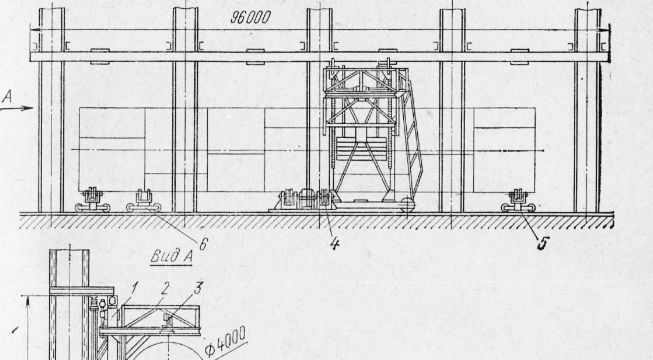
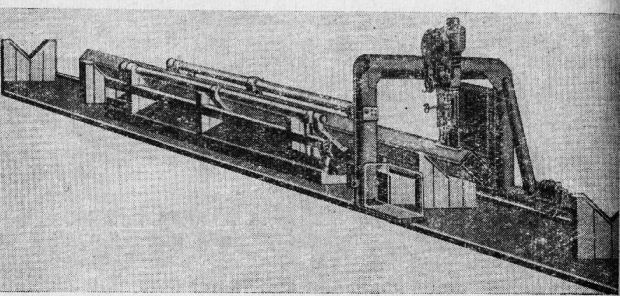
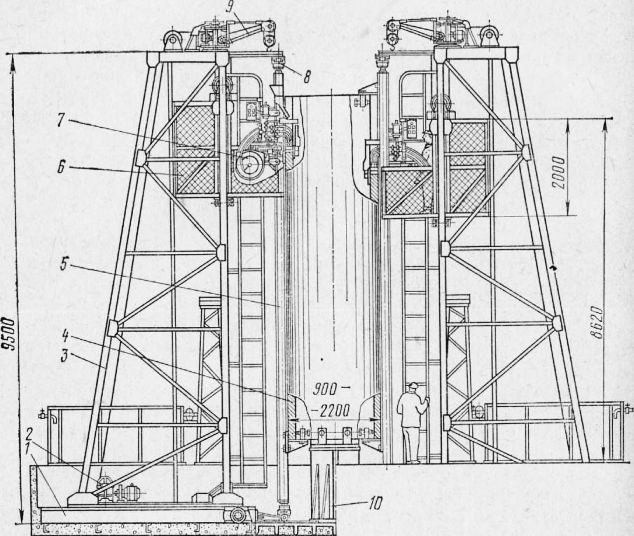
Рис. 6. Установка для автоматической сварки балок и колонн Установки для автоматической сварки балочных конструкций можно разделить на три типа: с подвесным сварочным аппаратом, который смонтирован на самоходной тележке, перемещающейся со сварочной скоростью; со сварочным трактором или с самоходным сварочным аппаратом, перемещающимся по направляющим; со сварочным трактором, перемещающимся по свариваемому изделию. Установки первого типа состоят из портальной, глагольной или велосипедной тележки и кантователя. Особенностью этих установок является возможность сварки балок больших длин и свободный доступ при укладке балок под сварку. Установка, приведенная на рис. 155, предназначена для сварки колонн длиной до 15 м сечением 200 — 220 X 360 — 480 мм и состоит из рычажного кантователя и самоходного портала, перемещающегося по рельсовому пути. Сварка производится головкой А Б, укрепленной на портале. Портал перемещается со сварочной скоростью, плавно регулируемой в пределах 20—100 м/ч. Маршевые перемещения портала осуществляются со скоростью 40 м/мин. Установки второго типа выполнены со стационарными или передвижными направляющими для самоходного сварочного аппарата или трактора. При применении стационарных направляющих усложняется доступ для укладки и снятия свариваемых изделий. При применении передвижных направляющих ограничивается длина свариваемых балок. Основная область применения установок второго типа — сварка коротких балочных конструкций. Установки третьего типа нашли применение при изготовлении балок электромостовых кранов длиной 10—32 м и отличаются простотой и возможностью сварки балок неограниченной длины. Однако они имеют ограниченное применение: высота балок должна быть больше размера колеи трактора; поверхность листа, по которому перемещается сварочный трактор, должна быть ровной и свободной от накладок и других выступающих деталей; сварка возможна при катете шва до 6 мм. Установки для электрошлаковой сварки. Универсальные установки для электрошлаковой сварки разделяются по виду свариваемых швов на установки для сварки прямолинейных швов и для сварки круговых швов. На рис. 7 изображена установка для сварки прямолинейных швов обечаек диаметром 900—2200 мм, длиной до 6,5 м и толщиной стенки 60—160 мм. Обечайки собирают из двух штампованных полуобечаек (корыт) и сваривают одновременно двумя аппаратами, что позволяет не только повысить производительность сварочной установки, но и снизить до минимума деформации обечайки. Сварочная установка представляет собой агрегат, состоящий из двух передвижных электроподъемников — лифтов и стационарного стенда, на котором устанавливают обечайку. Подъемники устроены по типу пассажирских лифтов и снабжены клетевыми кабинами 6 для сварщиков; в кабинах расположены кнопочный пульт управления подъемником, катушки с электродной проволокой и рабочий запас флюса. К металлоконструкции каждого подъемника шарнирно прикреплена своими верхним и нижним концами вертикальная рельсовая колонна, несущая сварочный аппарат типа А-372Р. Конструкция шарнирной подвески 8 позволяет в известных пределах перемещать колонну по горизонтали в любом направлении, а также устанавливать ее параллельно шву при случайных перекосах последнего. Для облегчения этой операции каждый из двух шарниров рельсовой колонны снабжен сдвоенным суппортом, осуществляющим горизонтальное перемещение колонны по двум взаимно перпендикулярным направлениям. Механизм подъема кабины и механизм вертикального перемещения сварочного аппарата кинематически не связаны между собой и управляются раздельно; сварочный аппарат движется непрерывно с автоматически изменяющейся скоростью, зависящей от колебания уровня сварочной ванны, а подъемник периодически включается и останавливается сварщиком по мере продвижения сварочного аппарата. Скорость подъема кабины устанавливается обычно в пределах 4—5 м/мин. Весь подъемник смонтирован на механизированной тележке с электроприводом, позволяющим перемещать его по горизонтальным рельсам, приближая или удаляя от стенда, на котором установлена свариваемая обечайка.
Рис. 7. Установка для электрошлаковой сварки прямолинейных швов обечаек Эти перемещения необходимы для безопасности при крановых операциях во время укладки или снятия обечайки, а также для настройки подъемника на сварку обечайки заданного диаметра. На вершине несущей конструкции лифта смонтирована небольшая стрела с подъемным механизмом, при помощи которой можно поднимать и доставлять в кабину во время сварки необходимые сварочные материалы (проволоку, флюс и пр.), не Останавливая движения аппарата и не спуская кабины вниз.
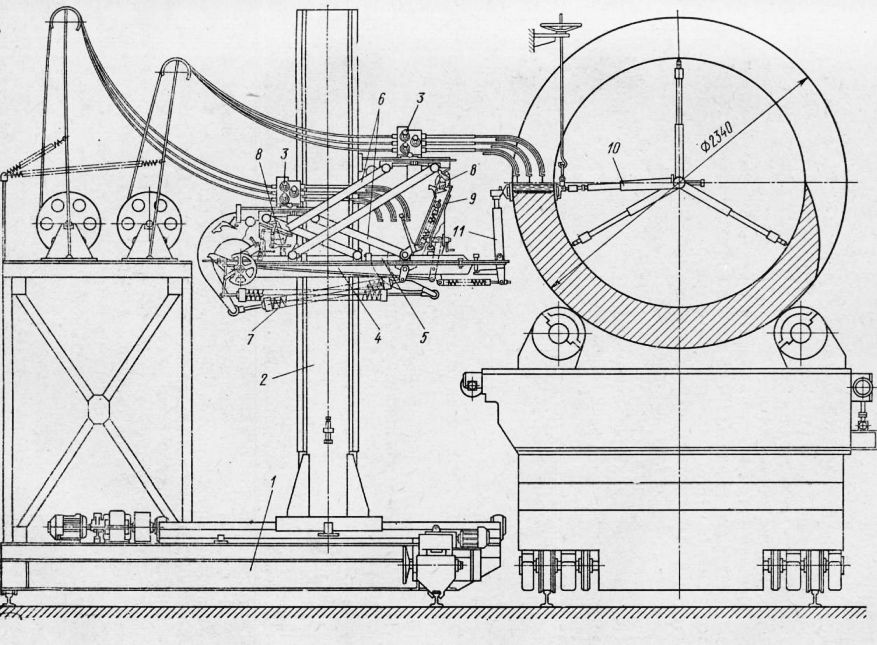
Рис. 8. Установка для электрошлаковой сварки круговыхшвов: Каждый подъемник оборудован тремя электроприводами (не считая приводов сварочного аппарата): для подъема кабины; для передвижения подъемника по рельсам со скоростью 1,8 м’мин; для подъема сварочных материалов. Работа на установке ведется в следующем порядке. Обечайка в собранном виде подается краном и закрепляется на стенде в вертикальном положении. Затем оба подъемника подъезжают к обечайке и рельсовые колонны при помощи концевых суппортов устанавливаются параллельно стыкам. После сварки обоих швов подъемники откатывают в сторону, готовую обечайку убирают со стенда, сварочные аппараты маршевым ходом опускаются вниз, и цикл повторяется. Пример установки для электрошлаковой сварки круговых швов изображен на рис. 8. Установка предназначена для сварки изделий диаметром 600—5200 мм, длиной до 25 м, при толщине стенки 60—500 мм. Наибольшая масса изделий 200 т. Установка состоит из тележки со сварочной аппаратурой и роликового стенда. На тележке смонтирован дубль-аппарат, состоящий из двух трехэлектродных головок типа А-911 и механизма их перевода. Сварка производится одной из головок; другая головка, подготовленная к сварке, находится в резерве. В случае выхода из строя работающей головки ее заменяют резервной в течение 4—5 с. Реклама:Читать далее:Наплавочные установкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|