|
|
Категория:
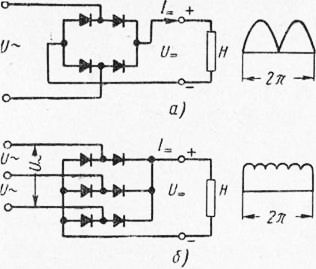
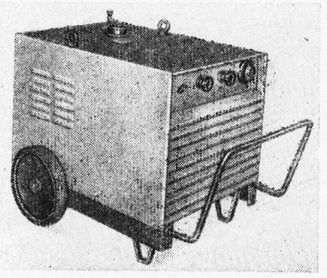
Сварка металлов Далее: Сварочная проволока Для преобразования переменного тока в постоянный в современной промышленности используют полупроводники, которые в контакте с металлами образуют электрические вентили — приборы, обладающие способностью хорошо проводить электрический ток в одном (прямом проводящем) направлении и плохо в обратном (запирающем) направлении. Для изготовления достаточно мощных вентилей пригодны особым образом приготовленные полупроводники из селена, германия и кремния высокой чистоты. Селеновые вентили’ нашли наиболее широкое применение. Германий целесообразен лишь для относительно небольших токов, обычно не свыше 50 а. Наиболее перспективен для выпрямителей значительной мощности кремний, он удобен для выпрямления токов в сотни и тысяч ампер. По мере развития производства кремниевых выпрямителей они становятся совершеннее в техническом отношении и стоимость их постепенно снижается. Основным фактором, ограничивающим мощность выпрямителей, является их нагрев, нарушающий нормальную работу. Поэтому мощность и надежность работы выпрямителя зависит от совершенства и надежности его охлаждения, которое во многих случаях производится специальным вентилятором. Число вентилей в выпрямителе определяется схемой выпрямления, значениями выпрямленного тока и его напряжения. В сварочных выпрямителях обычно применяются одно- или трехфазные мостовые схемы двухполупе-риодного выпрямления (рис. 1). В однофазной мостовой схеме вентили включены в четыре плеча моста (рис. 1, а). Нагрузка Н включена в одну диагональ моста, она питается выпрямленным током I =; действующее значение выпрямленного напряжения на выходе U — .К другой диагонали моста подведен однофазный переменный ток с действующим значением напряжения U Частота пульсаций выпрямленного тока 100 гц. В трехфазной мостовой схеме (схема Ларионова) вентили включены в шесть плеч трехфазного моста; пульсации выпрямленного напряжения уменьшены, частота их 300 гц (рис. 1, б). Трехфазная система выпрямления имеет ряд преимуществ перед однофазной: выше устойчивость дуги, равномерная нагрузка всех трех фаз силовой сети переменного тока, лучше используется трансформатор, питающий выпрямитель. Поэтому обычно в сварочных выпрямителях используется трехфазная схема выпрямления. Однофазная мостовая схема обычно применяется в комбинированных источниках питания, когда сварка может производиться на постоянном токе при включенном блоке вентилей или на переменном токе при отключенных вентилях. Простейший сварочный выпрямитель с падающей характеристикой, состоящий из трансформатора с увеличенным магнитным рассеянием и блока вентилей, удовлетворяет требованиям к обычным источникам для ручной дуговой сварки. Трансформаторы для выпрямителей могут быть построены по тем же схемам, что и сварочные трансформаторы. Существуют и более сложные схемы сварочных выпрямителей, с регулировочными дросселями насыщения, со стабилизаторами напряжения и пр. Целесообразность таких устройств сомнительна из-за сложности и высокой стоимости; вряд ли они смогут конкурировать с электромашинными преобразователями в условиях ручной дуговой сварки. Конечно, для специальных целей более сложные устройства могут быть вполне целесообразными. Приведем основные технические данные сварочных выпрямителей ВД-101 и ВД-301 для ручной дуговой сварки. Выпрямители передвижные, состоят из понижающего трехфазного трансформатора с увеличенным магнитным рассеянием, выпрямительного кремниевого блока с вентилятором для охлаждения, пускорегулирую-щей и защитной аппаратуры (рис. 2). Сопоставление сварочных выпрямителей с электромашинными преобразователями указывает на явные преимущества первых.
Рис. 1. Типовые схемы выпрямителей
Подобно электромашинным преобразователям, сварочные выпрямители могут быть не только однопостовыми с падающей внешней характеристикой, но и многопостовыми с жесткой характеристикой, с питанием отдельных сварочных постов через балластные реостаты. Наша промышленность выпускает многопостовые сварочные выпрямители на выпрямленный ток 1000, 1600 и 3000 а для одновременного питания постоянным током 6, 9 и 18 сварочных постов, рассчитанных на ток до 300 а каждый, при коэффициенте одновременности работы постов 0,6. Мощность, потребляемая выпрямителями из питающей силовой сети при полной загрузке, соответственно 77, 123 и 230 ква при cos ф = 0,89. Опыт показывает, что выпрямители экономичнее электромашинных преобразователей, удобнее в эксплуатации, дают более устойчивую дугу, меньшее разбрызгивание металла, обладают лучшими динамическими свойствами и повышенным быстродействием сварочной цепи. Электромашинные преобразователи сохранят значение для сетей со значительно колеблющимся напряжением. Применение в этих случаях выпрямителей со сложными стабилизаторами питающего напряжения во многих случаях нецелесообразно.
Рис. 2. Сварочный выпрямитель ВД-301
—- Преимущества сварочных выпрямителей перед преобразователями заключаются в отсутствии вращающихся частей, более высоком к. п. д. и меньших потерях энергии при холостом ходе, бесшумности работы, равномерной загрузке трехфазной сети, меньшей массе и более широких пределах регулирования сварочного тока и напряжения. Эти преимущества позволяют широко использовать сварочные выпрямители вместо преобразователей, особенно в условиях стационарного производства. Сварочный выпрямитель состоит из двух основных частей: понижающего (обычно трехфазного) трансформатора с устройством для регулирования тока или напряжения и выпрямительного блока, состоящего из селеновых или кремниевых вентилей. Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор для охлаждения выпрямительного блока. Вентилятор сблокирован с выпрямителем воздушным реле. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.
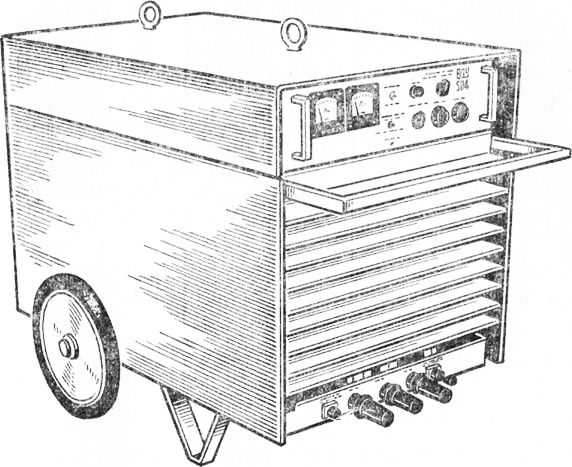
Рис. 3. Сварочный выпрямитель ВДУ-504
Промышленностью выпускаются однопостовые и многопостовые сварочные выпрямители. Однопостовые выпрямители рассчитаны на получение либо жесткой и пологопадающей, либо крутопадающей вольт-амперной характеристики; выпускаются также универсальные выпрямители с крутопадающими и жесткими характеристиками. Сварочный ток чаще всего регулируется изменением расстояния между обмотками трансформатора (подвижные обмотки первичные). Регулирование напряжения производится секционированием первичной обмотки, т. е. изменением коэффициента трансформации. Многопостовые сварочные выпрямители выпускаются для одновременного питания шести, девяти и восемнадцати сварочных постов; они комплектуются соответствующим количеством балластных реостатов РБ-301. Внешний вид универсального выпрямителя ВДУ-504 представлен на рис. 3. — Выпрямители предназначены для питания сварочных установок различного назначения. Сварочные выпрямители имеют следующие преимущества по сравнению с электромашинными генераторами: широкие пределы регулирования сварочного тока, высокие динамические свойства и технико-экономические показатели, высокий КПД. Они надежны в эксплуатации и просты в обслуживании, работают бесшумно. К недостаткам сварочных выпрямителей следует отнести: низкий коэффициент мощности, неустойчивость к перегрузкам и токам короткого замыкания, необходимость в искусственном охлаждении, зависимость напряжения от колебания напряжения сети (необходимо применять стабилизаторы напряжения). В числителе приведено значение для жесткой внешней характеристики, в знаменателе — для мягкой.
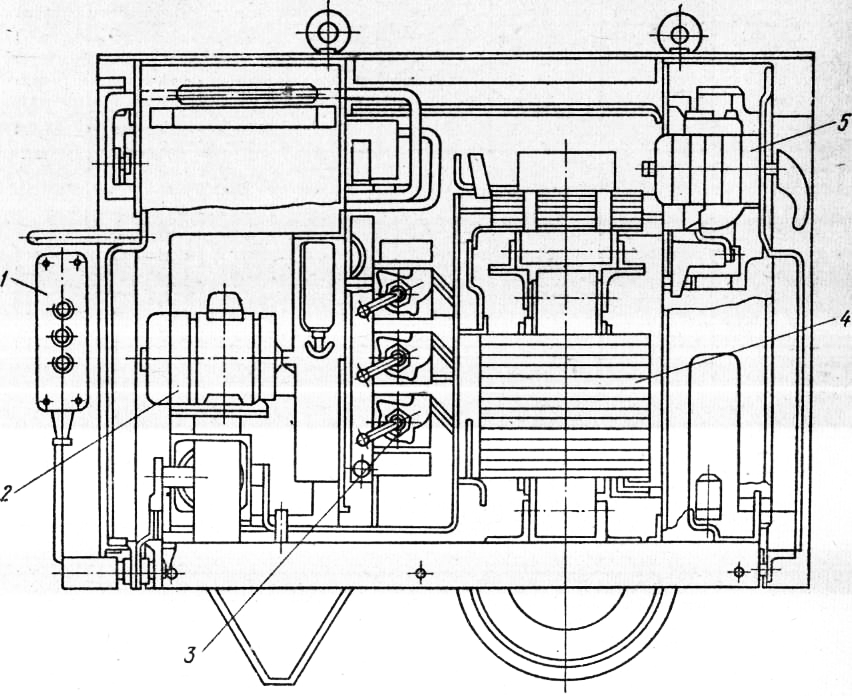
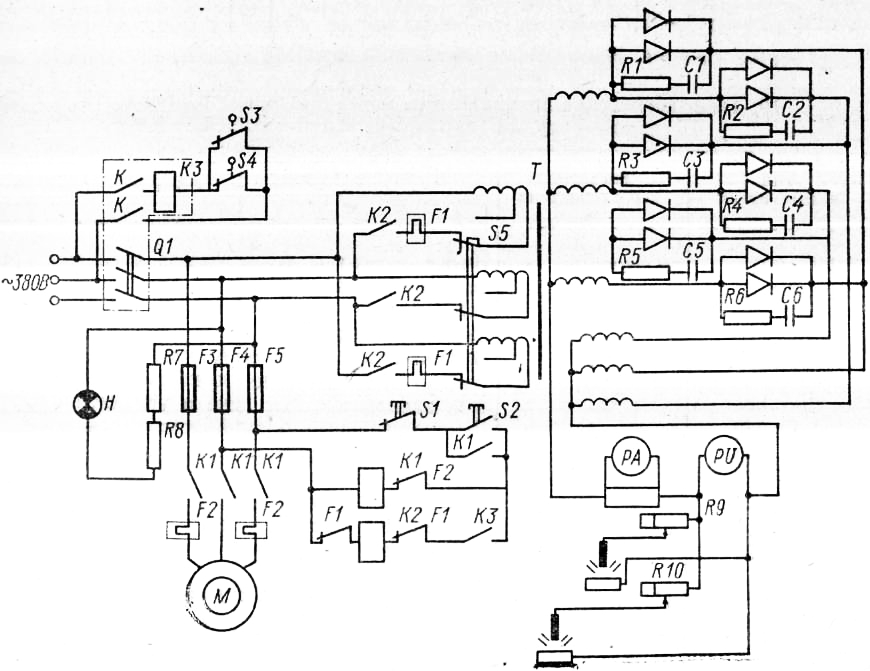
Рис. 4. Сварочный выпрямитель ВДУ-504: Основными составными частями сварочных выпрямителей являются понижающие трансформаторы и полупроводниковые вентили (селеновые и кремниевые). В последнее время широко применяются тиристоры — управляемые кремниевые вентили. Однопостовые выпрямители. Изготовляются в соответствии с ГОСТ 13821 —68. Выпрямители типа ВС предназначены для питания автоматов и полуавто, матов при сварке в защитных газах, под флюсом и порошковой проволокой без защиты. На рис. 5 показана электрическая принципиальная схема выпрямителя ВС-600. Внешние характеристики выпрямителей типа ВС пологопадающие и жесткие. Выпрямительный блок собран на селеновых элементах; для снижения скорости нарастания тока короткого замыкания в сварочную цепь последовательно включена индуктивность. Многопостовые выпрямители. Система многопостовой сварки состоит из сварочных постов, специальных устройств для ограничения сварочного тока (балластных реостатов), распределительной сети и источников питания многопостовых или одно-постовых, работающих параллельно. К многопостовым источникам питания предъявляются такие требования, как снижение потерь электроэнергии до минимума и ограничение взаимного влияния постов. Число одновременно обслуживаемых постов, номинальный ток одного поста и коэффициент одновременности включения сварочных постов указываются в паспорте многопостового источника питания. При многопостовой сварке обычно применяются выпрямители с жесткими внешними характеристиками.
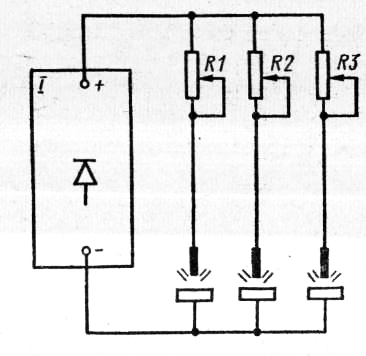
Рис. 5. Электрическая принципиальная
Рис. 6. Электрическая структурная схема многопостовой сварки: Балластные реостаты изготовляются согласно ГОСТ 18636—73.
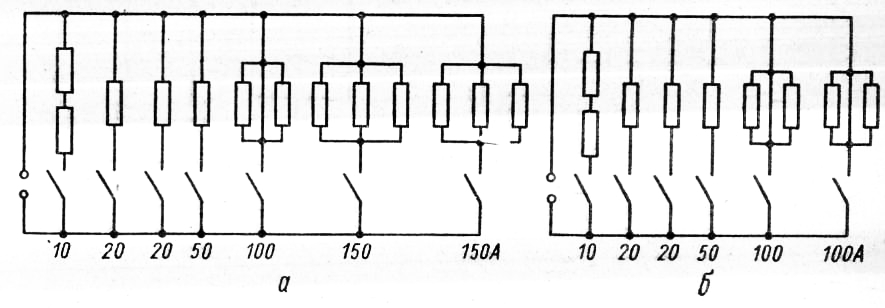
Рис. 7. Электрические структурные схемы балластных реостатов РБ-501 (а) и РБ-301 (б): К недостаткам многопостовой системы следует отнести то, что при ремонте источника питания не работают все посты; миогопостовые системы имеют низкий КПД. Число одновременно подключаемых постов зависит от мощности источников питания, распределительной сети и нагрузки всех постов. Электрические принципиальные схемы многопостовых сварочных выпрямителей показаны на рис. 8 и 9.
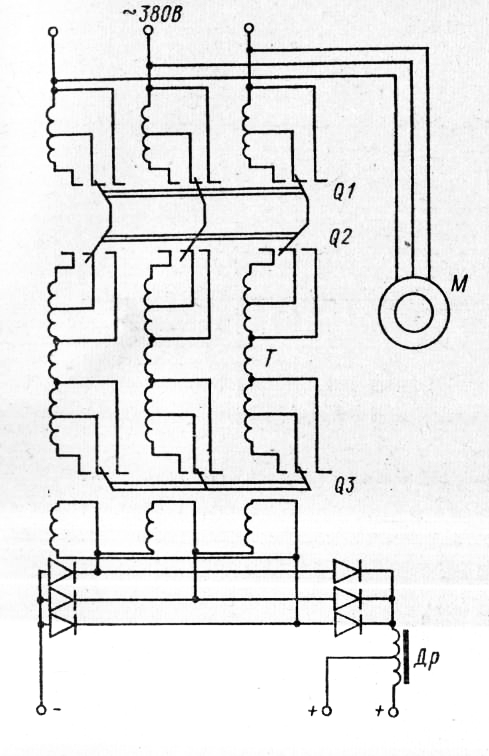
Рис. 8. Электрическая принципиальная схема многопостового сварочного выпрямителя ВДМ-1601:
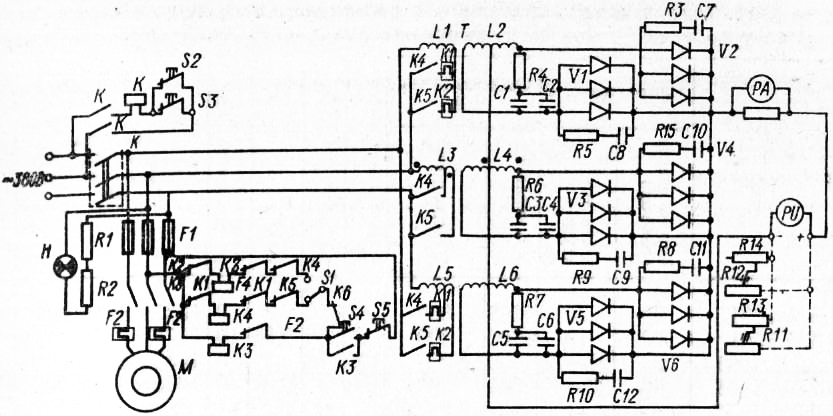
Рис. 9. Электрическая принципиальная схема многопостового сварочного выпрямителя ВКСМ-1000-1-1: — В настоящее время самым распространенным источником питания при сварке постоянным током является сварочный выпрямитель. Сварочные выпрямители в сравнении со сварочными преобразователями имеют существенные преимущества: у них меньше стоимость, потери холостого хода, масса и габариты, уровень шума, более высокий коэффициент полезного действия, лучшие динамические свойства и быстродействие, более устойчивое горение сварочной дуги. Недостатком сварочные выпрямителей является чувствительность к колебаниям напряжения сети. В этих условиях целесообразно применение сварочных преобразователей. Современные сварочные выпрямители для ручной сварки выпускаются в соответствии с ГОСТ 13821—77 («Выпрямители одно-постовые с падающими внешними характеристиками для дуговой сварки». Общие технические условия). Реклама:Читать далее:Сварочная проволокаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|