|
|
Категория:
Глубокое сверление Далее: Кольцевые сверла Рассмотрим сверла, работающие методом деления подачи и предназначенные для скоростного сверления. Сверла других конструкций для нескоростного сверления подробно описаны в работах.
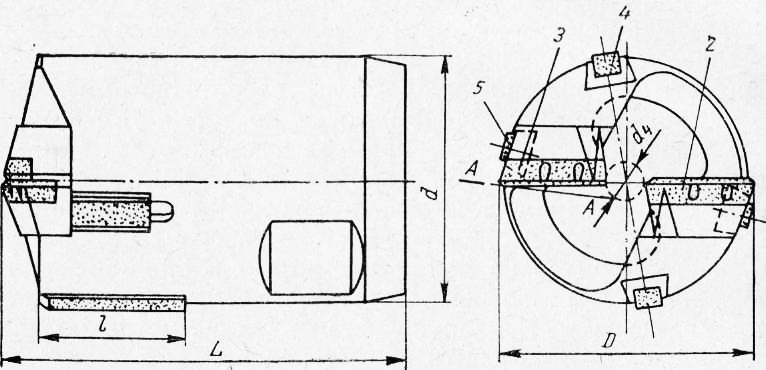
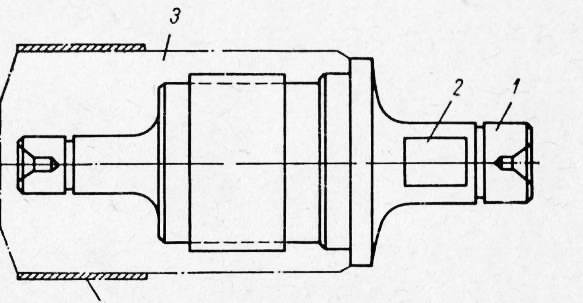
Рис. 1. Сверло для скоростного сверления, работающее методом деления подачи:
1 — корпус; 2, 3 — резцы; 4, 5 — направляющие; 6 — винт
Созданию конструкции описываемого сверла предшествовало проведение значительного объема экспериментальных работ и испытания многочисленных вариантов конструкций сверл. При разработке сверла данной конструкции были поставлены следующие основные задачи: На первый взгляд задача казалась довольно простой, так как имеющиеся одно-, двух- и трехрезцовые сверла обеспечивали производительность сверления при отлаженном процессе около 5-6 м/ч. Для дальнейшего увеличения производительности сверления (в два-три раза). Изготовить такое сверло проще всего было припайкой резцов к их корпусу, а так как три или две режущие кромки трудно расположить у центра резца, то сверло следовало делать кольцевым. Такие сверла были изготовлены и испытаны. Они показали рекордную производительность, но низкую надежность в работе. Кроме частых выкрашиваний режущих кромок, у них при сверлении появился новый дефект — огранка. Сверление требовало тщательной отработки процесса. Особенно трудно проходило врезание и выход инструмента из заготовки. Сложность ремонта поврежденных сверл заставила полностью отказаться от непосредственного при-паивания твердого сплава резцов и направляющих к корпусу сверла. Трехрезцовые сверла оказались слишком ажурными, так как в переднем торце корпуса потребовались три входных отверстия под стружку. Поэтому новое сверло решено было сделать двухрезцовым, со сменными резцами и направляющими, а режущие кромки расположить по одному диаметру. Вначале не совсем ясно обстояло дело с высверливаемым стержнем. Опыт кольцевого сверления показывал, что высверливаемый стержень затрудняет нормальное протекание процесса сверления, так как занимает в стебле центральную часть. Если бы сверление производилось сверлом для сплошного сверления, то отходящая стружка имела бы возможность перераспределяться по сечению стружкоотвода за счет центральной полости стебля, так как с этой части удаляемого материала образуется наименьшее количество стружки. При кольцевом же сверлении в зазор между высверливаемым стержнем и внутренней поверхностью стебля поступает большое количество стружки. При увеличении диаметра высверливаемого стержня зазор с для подвода охлаждения, как правило, не изменяется, а толщина стенки стебля может изменяться только незначительно, так как при большой глубине кольцевого сверления стебель должен быть жестким. Поэтому увеличение диаметра высверливаемого стержня приведет к резкому сокращению сечения кольцевой полости внутри стебля, по которой должна вымываться стружка. Из этого следует, что увеличение диаметра стержня вызывает необходимость тщательного измельчения стружки (и по длине и по ширине), а также неминуемо приводит к повышению рабочего давления жидкости, транспортирующей стружку. Еще большее неудобство при кольцевом сверлении возникает при больших диаметрах высверливаемых стержней. Очень часто
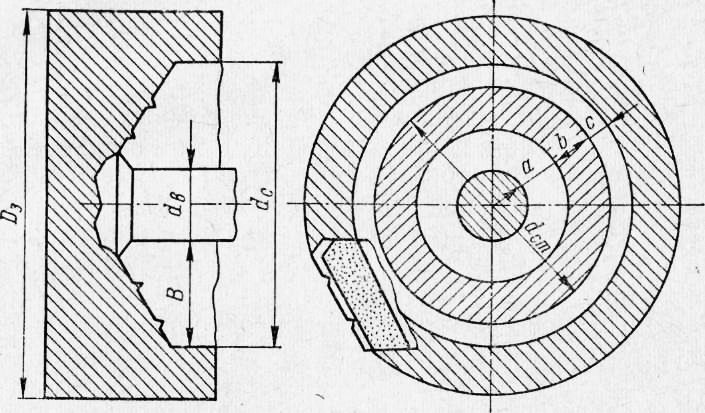
Рис. 2. Сечение заготовки при сверлении сверлами, показанными на рис. 1
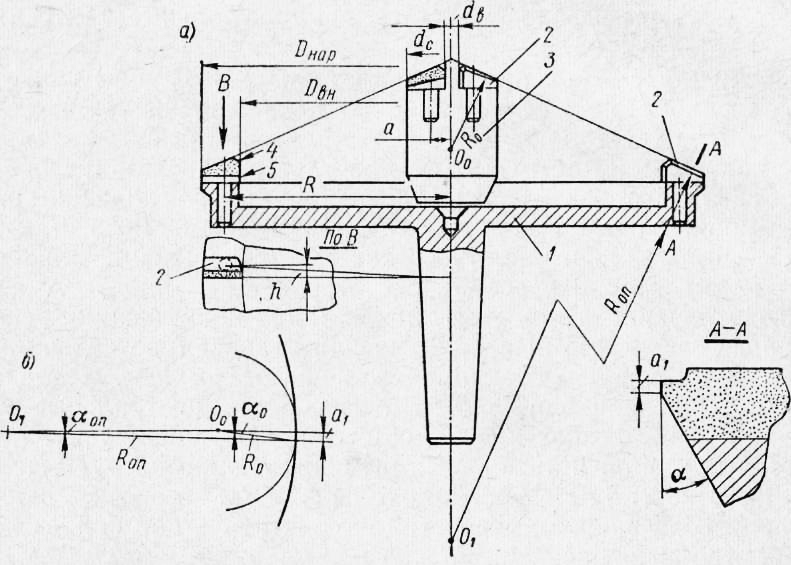
стержень вследствие перераспределения внутренних напряжении в материале заготовки подвергается значительному короблению. В этом случае он оказывает давление на внутреннюю поверхность стебля, изнашивая ее. Иногда подобное явление может оказаться причиной нарушения стружкоотвода, так как отходящая стружка может заклиниваться между стеблем и покоробленным стержнем. Особенно неприятно выводить и вводить сверло, когда покороблен стержень. Ввод сверла, как правило, в таких случаях производится не одним, а двумя операторами. Для борьбы с короблением стержня большого диаметра применяют иногда специальные поддержки. Поддержка должна вставляться в расточенное отверстие предполагаемого стержня до начала кольцевого сверления. Расточка отверстия, закрепление поддержки и манипулирование с ней после завершения прохода вызывают дополнительные затраты времени и потому ее стараются по возможности не применять. Такие размеры стержня при работе сверл дали следующие преимущества: Таким образом, принятые размеры высверливаемых стержней повышают надежность работы новых сверл (рис. 1) и улучшают их эксплуатационные свойства. Узлом сверла, потребовавшим многочисленных доработок, являются также резцы и их сопряжение с корпусом сверла. Для создания жесткого соединения резцов с корпусом сверла и обеспечения точности установки без дополнительных пригонок и регулировок пришлось отказаться от компенсаторных прокладок и расположения осей хвостовиков резцов под углом к оси сверла. Было решено изготовлять резцы с круглыми хвостовиками, как у двух- и трехрезцовых сверл. Однако обычные хвостовики, имея сопряжение с корпусом сверла по посадке недостаточно удобны в эксплуатационном отношении (то хвостовики резцов «проваливаются» в корпусе сверла, то приходится их заколачивать в корпус свинцовыми, латунными, а иногда и обычными стальными молотками). При изучении заводских сверл у многих резцов на переднем торце державки имелись следы ударов и деформации материала. Сопряжение же хвостовиков резцов с зазорами также преждевременно выводило резцы из строя. Было замечено, что корпуса сверл выходили из строя из-за разработки посадочных гнезд под резцы. Все это привело к конструкции резцов с цанговым разжимом хвостовиков и асимметричным расположением головки резцов относительно хвостовиков. Цанговый разжим хвостовиков вставных резцов значительно повышает культуру эксплуатации сверл. Резцы свободно устанавливаются в корпусе сверла до упора в базовую стенку, а затем отверткой разжимается хвостовик со стороны задней части сверла. Корпус при постановке резцов не изнашивается, так как «лепестки» хвостовика при вводе в корпус сверла находятся в неразжатом положении. При замене резцов необходимо только вывернуть немного разжимной винт, и резец свободно выходит из корпуса сверла. Существенное значение при базировании резца в корпусе сверла имеет асимметричное расположение головки резца относительно хвостовика. В результате этого головка резца всегда плотно прижата силами резания к опорной площадке корпуса сверла, особенно в зоне периферийной режущей кромки. У центральной части сверла резцы поддерживаются хвостовиками. Принятая конструкция узла резцов позволила проводить затачивание резцов раздельно от корпуса сверла с помощью специальной оправки, на которой группа резцов (10-20 шт. и более) шлифуется по всему режущему контуру с одной установки. Шлифовальный станок настраивается последовательно для шлифования всех элементов режущего контура резцов. После шлифования резцы проходят заточку углов резания отдельно от оправки. При этом у режущего контура необходимо оставлять контрольные ленточки шириной не более 0,05 мм. В результате такой раздельной заточки для группы шлифуемых одновременно резцов обеспечивается взаимозаменяемость их. Следует иметь в виду, что половина из затачиваемых резцов на переднем торце должна иметь стружкоразделительные канавки, расположенные со сдвигом относительно переднего торцадругой половины резцов. Поэтому правильнее говорить о взаимозаменяемости пар резцов. Парные резцы должны иметь соответствующие клейма для обеспечения комплектации и сборки сверл. Идея создания групповой оправки для шлифования режущих контуров резцов возникла при решении вопроса о затачивании центральных калибрующих кромок резцов, оформляющих высверливаемый стержень. Было ясно, что затачивать центральные калибрующие кромки резцов в сборе со сверлом нерационально, так как для этой операции потребовался бы шлифовальный круг диаметром dm = (0,1бн-0,2) dc. Подобный круг не смог бы обеспечить нормальную производительность, требовал высокоскоростной привод и в работе быстро изнашивался. Учитывая эти обстоятельства, была изготовлена оправка для группового шлифования резцов (рис. 3). Из рисунка видно, что резцы, диаметрально расположенные на оправке, имеют значительно большие осевые расстояния, чем резцы в корпусе сверла. Это стало возможным благодаря смещению главных режущих кромок резцов вдоль образующих конической поверхности, являющейся поверхностью резания при сверлении. Оправка для группового шлифования резцов сделала возможным применять практически любой диаметр круга для шлифования центральных кромок, калибрующих стержень. Это, в свою очередь, увеличило и производительность их шлифования.
Рис. 3. Оправка для группового шлифования контура резцов (а) и схема изменения заднего угла резцов при заточке в оправке (б)
Это мероприятие помогает сократить как время на переточки (перешлифовки), так и расход твердого сплава. Корпуса сверл изготовляются достаточно точно и их форма технологична. Опорные стенки для резцов шлифуются «на проход». Отверстия под хвостовики резцов растачиваются с допуском, не превышающим ±5 мкм, и изготовляются, как отмечалось выше, с осями, параллельными оси сверла. Это позволяет растачивать гнезда под резцы с одной установки корпуса при перемещении заготовки только по одной координате или при его повороте на угол 180°. Все это облегчает обработку корпуса, однако не решает вопроса о компенсации размера отверстия при переточке резцов. В ряде случаев, когда к размерам просверливаемых отверстий не предъявляются жесткие требования, этот вопрос отпадает. Но иногда необходимо выдерживать диаметр сверления в пределах 5-го и даже 4-го классов точности. Для этого случая было предложено изготовлять корпуса нескольких размеров, отличающихся один от другого только расстояниями между осями отверстий под хвостовики резцов (а). В крупносерийном или массовом производстве изготовление нескольких корпусов сверл для глубокого сверления не представляет затруднений и может быть оправдано так же, как ремонтные размеры поршней, рубашек, цилиндров и других быстроизнашивающихся деталей при эксплуатации автомобилей и тракторов. Для предохранения корпуса сверла от износа и для восприятия случайных нагрузок при сверлении корпус снабжен четырьмя твердосплавными направляющими: двумя длинными и двумя короткими. Эти направляющие, кроме вышеуказанного назначения, образуют зазор между сверлом и отверстием для подвода охлаждающей жидкости. Если бы они отсутствовали, то на корпусе сверла пришлось бы фрезеровать специальные пазы для подвода жидкости. Наличие вставных направляющих значительно облегчает наружную обработку корпуса сверла. Посадка направляющих в корпус производится, как и у сверл с определенностью базирования, на ласточкин хвост. Так как на практике износ направляющих, как правило, отсутствует, то возникает вопрос, стоит ли вообще применять направляющие и какие они должны быть — жесткие или упругие. Если применить жесткие направляющие, то не будет ли корпус сверла при износе периферийных калибрующих кромок заклиниваться в просверленном отверстии. На эти вопросы ответить еще трудно, так как недостаточно накоплен фиктический материал. Несколько случаев испытания сверл различной конструкции представляют в этом отношении большой интерес.
Рис. 4. Опытное сверло с нежестким креплением режущих пластин
При решении вопроса о форме резцов для новых сверл один из вариантов сверл испытывался с жесткими пластинами, предусматривающими возможность компенсации износа периферийных режущих кромок сверла (рис. 4). Несмотря на кажущуюся надежность данной конструкции, оказалось, что пластины при сверлении «сдавали» — перемещались под углом относительно корпуса, а работать вместо калибрующих периферийных кромок постепенно начинали жесткие направляющие корпуса сверла. При этом ваттметр показывал заметное возрастание мощности, а заготовка сильно перегревалась. Каждый опыт сверления заканчивался срабатыванием теплового реле и выключением двигателя привода. Опыты повторялись несколько раз, так как предпринимались попытки устранить нежесткое крепление сменных пластин. Кроме того, было замечено, что режущие кромки сверла после опытов находились в прекрасном состоянии. Стружка имела блестящую поверхность и если бы не возрастание мощности и срабатывание предохранителей, то протекание процесса можно было бы признать весьма благоприятным, в то время как возрастание мощности показывало надопустимое заклинивание направляющих сверла. Этот опыт указывал на необходимость проектировать более жесткие соединения резцов с корпусом сверла. Идея создания жесткой посадки инструмента в обработанном отверстии вызвала появление нескольких новых конструкций инструментов и направляющих к ним, которые претворились затем в «упругие» муфты. Интересно отметить, что описанные опыты, проводимые теми же сверлами, но без направляющих, всегда заканчивались выкрашиванием режущих кромок. Испытание новых сверл с четырьмя направляющими, заниженными относительно периферийных кромок резцов на Ad = 0,1 ч-0,2 мм, показали удовлетворительные результаты. Несмотря на длительное применение сверл, не было ни одного случая их заклинивания в отверстии заготовок. Шлифование направляющих 4 производится в сборе с корпусом сверла. Для качественного и производительного выполнения этой операции применяется специальная оправка 1 (рис. 35), на которую навинчивается корпус сверла 3. Во время шлифования оправка базируется на центры круглошлифовального станка и приводится во вращение поводком, закрепленным на лысках 2. При этом центры станка должны быть неподвижными. Раньше многие разновидности сверл затачивались и шлифовались при консольном закреплении специальных оправок, обычно имеющих в качестве элемента присоединения конус Морзе. Консольное крепление инструмента на шпинделе в большинстве случаев не обеспечивает ни качественного, ни производительного проведения заточных операций. Поэтому оно по возможности должно быть заменено на бесконсольное крепление. Контроль заточки сверл для глубокого сверления средних диаметров на многих заводах производился до недавнего прошлого с помощью шпиндельных приспособлений, позволяющих закреплять сверло (сверлильную головку) и поворачивать его вокруг оси. В качестве мерителя применялся индикатор. При переходе к сверлам, работающим методом деления подачи, требования к контрольной операции значительно повысились, так как кроме концентричности базовых направляющих, относительного расположения калибрующей периферийной кромки резца и базовых направляющих и перекрытия стыка режущих кромок (у двух- или трехрезцовых сверл) потребовалась проверка симметрии режущих контуров резцов относительно оси сверла. При относительном сдвиге подобных режущих контуров двух резцов резцы будут работать с неодинаковой загрузкой. Неравномерная загрузка обеих режущих кромок будет тем больше, чем больше будет превышение одной режущей кромки над другой.
Рис. 5. Оправка для шлифования направляющих сверла, приведенного на рис. 1
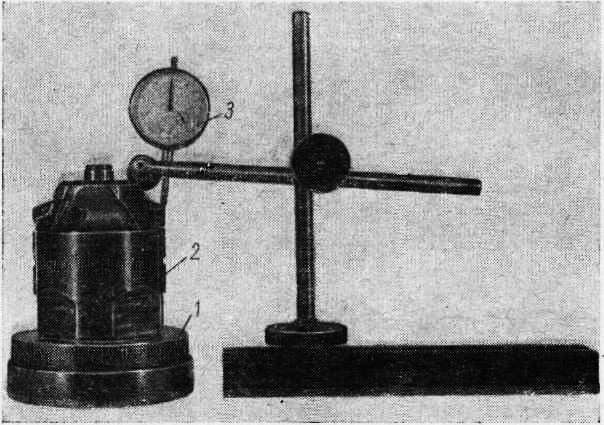
Рис. 6. Установка для контроля сверл и расточных головок:
1 — шайба контрольная; 2 – режущий инструмент (сверла, расточные головки); 3 — индикатор
Шпиндельный прибор в этом случае не годится, гак как он допускает неточность около 0,02 мм, а конусная оправка и посадочное место под сверло удваивают эту погрешность. Поэтому пришлось изменить способ базирования сверл при контроле. В настоящее время для базирования сверла при контроле применяется весьма простой способ. Сверло устанавливается в вертикальное положение на контрольную шайбу, центрирующий поясок которой изготовлен по скользящей посадке 2-го класса точности. Рабочий торец шайбы обрабатывается за одну установку с пояском. При контроле сверло или расточная головка базируются на контрольной шайбе задним торцем и задним центрирующим пояском у резьбы (рис. 6). Резьба, центрирующие пояски и задний торец сверла обрабатываются также за одну установку. Большим достоинством этого способа контроля является высокая точность базирования, простота и дешевизна контрольных шайб. Первые испытания новых сверл (рис. 1) подтвердили результаты ранее проведенных опытов с трехрезцовыми сверлами. Сказывалось отсутствие определенности базирования. После каждого сверления обнаруживались следы органки. И только после того как была применена упругая муфта (см. гл. IV), процесс сверления стал стабильным как по производительности, так и по качеству. Стало ясно, что новые сверла могут иметь производительность, превышающую значительно среднюю скорость прохода, указанную выше. Однако испытания проводились при сверлении сравнительно коротких образцов (1,2-1,5) м, изготовленных из нормализованной стали 35. Поэтому возникали сомнения, что при сверлении длинных заготовок из легированных сталей новые сверла дадут большие уводы. Испытание новых сверл на длинных заготовках прошло весьма успешно. Новые сверла при этом показали следующие достоинства: Как и до этого, износ направляющих почти отсутствовал. Сверление проводилось на сульфофрезоле при одновременном вращении заготовки и стебля со сверлом. Заготовки при испытании не имели отверстий под заход инструмента. Давление охлаЖдающе-смазываю-щей жидкости не превосходило 5-8 кГ/см2. Для испытания сверл был изготовлен новый стебель длиной около 14 м. Этот стебель был составлен из отдельных труб, длиной по 2 м. Соединение труб производилось сваркой. Трубы при этом имели центрирующие элементы и фаски под сварные швы. После сварки стебель проходил дополнительную обработку швов (зачистку) и рихтовку, которая, однако, была проведена недостаточно тщательно. Во время работы стебель устанавливался в упругое звено редуктора, в чугунные вкладыши промежуточных поддерживающих стоек и через упругую муфту соединялся со сверлом. Вначале сверления стебель бил, но через несколько минут после начала сверления, находясь в контакте с чугунными хорошо смазываемыми вкладышами промежуточных стоек, полностью прекратил биение. Таким образом, рихтовка стебля происходила параллельно сверлению. Испытания сверл практически подтвердили пригодность метода деления подачи при скоростном глубоком сверлении как по производительности и качеству, так и по экономичности процесса. Сверла легко собирались, сравнительно просто перетачивались и по стоимости были конкурентоспособными с двух- и трехрезцовыми сверлами. Процесс скоростного сверления глубоких отверстий новыми сверлами требовал только высокой культуры в подготовке и проведении операции, так как скорости обработки, которые применялись при этом, требовали соответствующих навыков от операторов. Реклама:Читать далее:Кольцевые сверлаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|