|
|
Категория:
Литейные цеха При проектировании формовочных отделений важно увязать технологические операции так, чтобы обеспечить поточность производства, которая создается при: Каждая технологическая группа может охватывать одну или несколько весовых групп. Проектными институтами разработаны восемь технологических групп для чугунных и стальных отливок единичного и мелкосерийного производства. Каждая технологическая группа представляет групповой поток отливок определенного развеса, изготовляемых на одном участке и оборудовании. Вторая, третья и четвертая технологические группы отливок изготовляются на механизированной линии с многопозиционными полуавтоматами проходного типа с уплотнением форм встряхиванием и последующей допрессовкой. Применяется поверхностная подсушка форм. Простановка стержней производится вручную или краном, заливка форм — на конвейере, а выбивка — на автоматической установке. Отливки пятой и шестой технологических групп изготовляются набивкой форм пескометом с последующей поверхностной подсуш-‘кой или сушкой в проходных сушилах. Сборка и заливка форм производится на плацу, а выбивка — на выбивных решетках. Транспортные операции выполняются мостовыми кранами. Изготовление отливок седьмой технологической группы осуществляется в механизированных кессонах. Нижняя часть формы собирается в кессоне из отдельных частей-блоков. Блоки изготовляются на поточных линиях методом встряхивания с последующей подпрессовкой. Верхние лолуформы набиваются пескометом. Сушка блоков и верхних полуформ производится в камерных сушилах. Заливка форм производится в кессонах, а выбивка — на выбивных решетках. Восьмая технологическая группа производства отливок предусматривает изготовление нижней части формы в бетонированных кессонах, а верха полуформ — пескометом с последующей сушкой в камерных сушилах. Выбивка верхних полуформ производится на выбивных решетках. Такие же технологические группы разработаны для отливок серийного производства станкостроительной промышленности. Здесь изготовление форм для отливок весом до 1000 кг осуществляется на встряхивающих машинах, а свыше 1000 кг — пескометом. Отливки весом до 100 кг изготовляют всырую, а свыше 100 кг — подвергают поверхностной подсушке в проходных камерных сушилах или продувке углекислым газом. Транспортировка форм под заливку и выбивку производится горизонтально замкнутыми, шагающими и вертикально замкнутыми конвейерами. Коэффициент загрузки оборудования формовки принимается равным 0,7—0,85. В зависимости от размеров опок формовочные машины делятся на четыре группы. Рабочие места машин первой и второй группы оборудуются местными подвесными путями с пневматическими подъемниками, рольгангами и транспортерами. Машины третьей и четвертой групп обслуживаются мостовыми или консольными кранами с наличием приводных рольгангов и транспортеров. Если позволяет грузоподъемность, могут использоваться и подъемники (грузоподъемность подъемников до 1,75 т). Машинная формовка используется как в массовом и крупносерийном, так и в мелкосерийном и индивидуальном производстве. Кроме того, машинная формовка может использоваться для изготовления отдельных частей формы с последующей их сборкой в кессонах. . В индивидуальном и мелкосерийном производстве при изготовлении форм рекомендуется применять облицовочную быстросохнущую смесь. Она зависит от веса, конфигурации и габаритов отливки. В цехах индивидуального и мелкосерийного производства расширение машинной формовки облегчается применением быстросменной модельной оснастки в виде координатных плит и вкладышей, на которых крепятся деревянные модели. С помощью такой оснастки обеспечивается комплексная механизация процессов в условиях единичного и мелкосерийного производства. В формовочном отделении с применением быстросъемной оснастки предусматриваются места для хранения суточного запаса моделей и стенды для их перемонтажа.
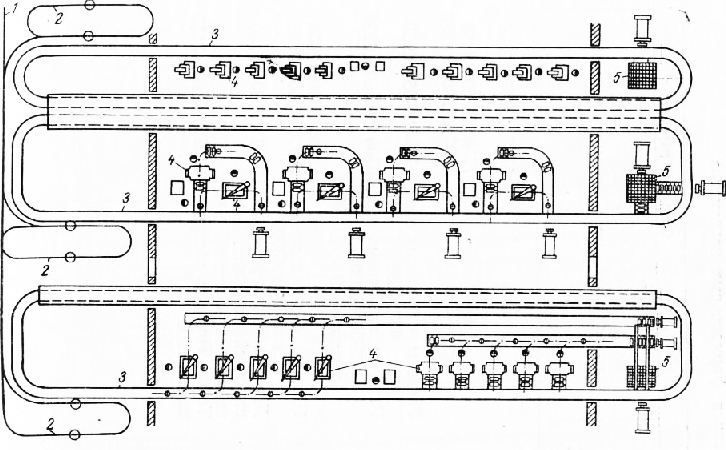
Рис. 1. Формовочные линии с групповым и парным расположением формовочных машин:
1,2 — подвесные пути; 3 — литейный конвейер; 4 — формовочные машины; 5 — установка для выбивки форм
Примеры установки формовочных машин показаны на рис. 1. Реклама:Читать далее:Изготовление форм набивкой пескометомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|