|
|
Категория:
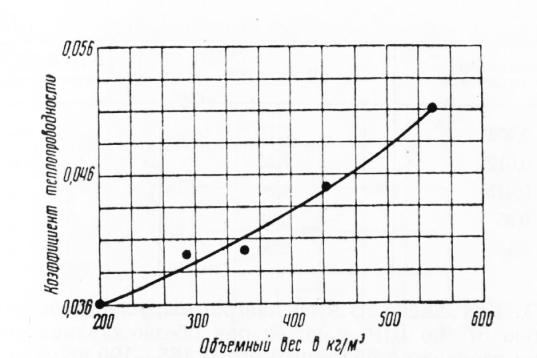
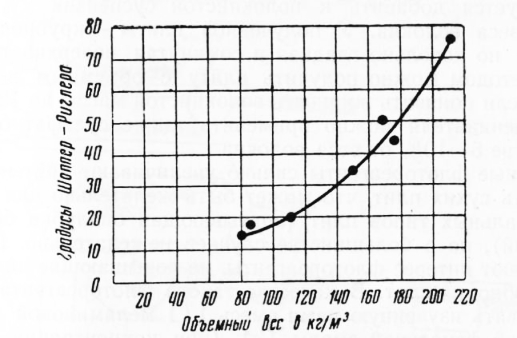
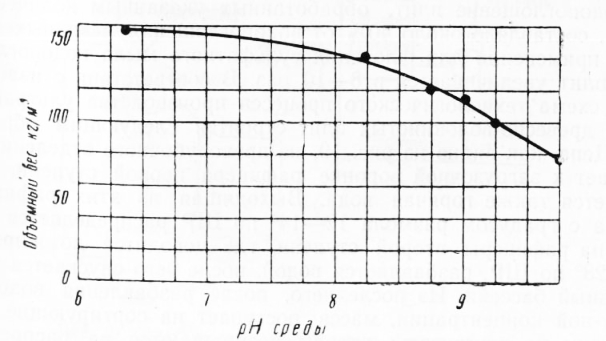
Производство древесноволокнистых плит Схема производства твердых и полутвердых плит Схема производства твердых и полутвердых древесно-волокнистых плит включает следующие процессы. Древесное сырье в виде дров или отходов подается транспортером с биржи сырья в древорубочный цех. При наличии рубильных машин, приспособленных для рубки длинника, можно обойтись без распиловки, т. е. подавать балансы непосредственно в патрон рубильной машины. В этом случае уменьшается количество отходов древесины на опилки при поперечной распиловке (0,3%). В иных случаях длинник распиливают на 2—2,5-метро-вы’е отрезки при помощи поперечных одиночных пил или, при большой производительности предприятия, на многопильных станках — слешерах. На рубильной машине древесина превращается в щепу, которая содержит, кроме щепы нормального размера, также мелочь и крупные щепки. Последние подвергают дополнительному измельчению на дезинтеграторах и возвращают после этого на повторное сортирование. Однородность щепы обеспечивает нормальные условия работы размалывающих аппаратов. Однородная щепа равномернее прогревается при пропарке, лучше держит «пробку» в загрузочной камере дефибраторов, улучшает качество древесно-волокнистой массы. Отсортированная щепа транспортируется в бункеры, причем при проходе через магнитные сепараторы от нее отделяются случайные металлические включения. Удаление металлических частиц предотвращает поломку размалывающих дисков и самого аппарата. Из бункера шепа при помощи вибрационного или дискового питателя равномерно поступает на распределительный (обычно скребковый) транспортер, подающий ее к малым бункерам дефибраторов. Обратной ветвью транспортера излишек щепы возвращается в бункер при помощи дополнительных транспортеров (нории и т- п.). Из малых бункеров при помощи вибрационных механических питателей щепа подается равномерно и непрерывно в загрузочную камеру дефибратора или быстроходного рафинера, подвергается размолу и, после разбавления водой, поступает в бассейн несортированной массы. Из бассейна масса насосом подается на одноступенчатое сортирование. Крупная масса, не прошедшая через сортирующие сита, подвергается рафинированию и возвращается на дополнительное сортирование, а нормальная масса поступает на сгуститель с целью Уменьшения объема бассейнов для ее хранения и экономии энергии на перекачку. Сгущенная масса поступает в бассейн, который обеспечивает бесперебойную работу отливного отдела завода. Излишек воды из сгустителей поступает в бассейн оборотной оды, откуда она расходуется для разбавления массы после размола’ и перед сортированием. Эта вода содержит волокно и не должна сбрасываться в сток; она используется в качестве «оборотной». Часть воды может быть использована для разбавления массы. Из бассейна сгущенная масса подается в регулятор концентрации. Для хранения регулированной массы можно не иметь отдельного бассейна, если применяется непрерывная проклейка. При периодической проклейке приходится иметь два бассейна регулированной массы, которые поочередно служат в качестве мешального и машинного бассейнов. В мешальном проводится процесс проклейки плит, после чего он переключается на машину и проклейка начинается во втором бассейне. При непрерывной проклейке масса с отрегулированной концентрацией подается в бак для непрерывной проклейки, куда одновременно через дозаторы поступают приготовленные растворы парафиновой эмульсии и глинозема. Проклеенная масса подается насосом в смесительный бачок, где она смешивается с кислой оборотной водой, поступающей из бака кислых оборотных вод, и затем переливается в напорный ящик отливной машины. Для производства твердых плит по схеме фирмы «Дефибратор» применяются машины с плоской сеткой. Пройдя регистровую часть, сформованная плита частично обезвоживается на сетке и далее поступает на сосуны. На них происходит дальнейшее обезвоживание волокнистой плиты, а сосунная вода перекачивается в ловушку. Эта вода более бедна по содержанию в ней волокна в сравнении с регистровой водой, поэтому ее нецелесообразно использовать в качестве оборотной. Пройдя ловушку, эта вода идет в сток. Разделение оборотных вод на кислые и нейтральные необходимо во избежание нарушения режима проклейки. Волокнистая плита, пройдя сосунную часть машины, поступает на форпрессы и далее на гауч-прессы. Отжимаемая с прессов вода идет на ловушку, а волокнистая плита подвергается предварительной продольной обрезке и поперечной распиловке. Получающиеся при этом обрезки поступают в мешалку, а из нее возвращаются в общий поток через бассейн несортированной массы. Поперечная распиловка влажного полотна на отдельные плиты необходима ввиду того, что сушильные устройства приспособлены для отдельных плит, а не для непрерывного полотна, которое получается на отливной машине. Распиленные влаж-ньге плиты поступают на дифференциальный транспортер, имеющий на своих двух половинах различные скорости. Схема производства пористых плит Схема технологического процесса производства пористых плит имеет следующие отличия от описанной схемы. Для производства пористых плит применяется двуступенчатый размол щепы. Размалывающая аппаратура второй ступени устанавливается либо после сортирования основного потока, либо до сортирования массы, прошедшей через первую ступень размола. Отливные машины для пористых плит по схеме фирмы «Дефиб-ратор» применяются также с плоской сеткой, а по американской схеме — крулосеточные. Сушка пористых плит, в отличие от твердых, производится в роликовых сушилках непрерывного действия. Из охладительной камеры роликовой сушилки пористые плиты подаются к форматным обрезным станкам, обрезаются, упаковываются и направляются на склад. Схема производства ультрапористых плит При отливе на непрерывно движущейся плоской или круглой сетке (с целью ускорения процесса обезвоживания древесно-во-локнистого полотна) применяется обезвоживание вакуумом и Давлением. Получение в этих условиях древесно-волокнистых плит с объемным весом, значительно меньшим 100 кг/м3, практически невозможно из-за уплотнения волокнистой массы. Между тем применение очень легких (меньше 100 кг/м3) и толстых плит для тепло- и звукоизоляции имеет много преимуществ по сравнению с применением для этих целей обычных пористых плит, объемный Вес которых находится в пределах 250—300 кг/м3. Теплоизоляционные свойства плит определяются тремя основными показателями: толщиной, коэффициентом их теплопроводности и гигроскопичностью. Влияние толщины плиты на ее теплоизолирующую способность подчиняется уравнению Фурье, согласно которому теплопроводность обратно пропорциональна толщине стенки (в данном случае плиты). Используя более легкие ультрапористые плиты, имеющие при объемном весе 70 кг/м3 коэффициент теплопроводности всего лишь 0,035, возможно получить при одинаковых затратах сырья значительно больший эффект теплоизоляции. Сказанное иллюстрируется диаграммой (рис. 1) зависимости коэффициента теплопроводности плит от их объемного веса, полученной для воздушно-сухих плит. Как было уже указано, при поглощении изоплитами паров воды коэффициент их теплопроводности увеличивается, однако для теплопередачи важно поглощение влаги теплоизоля-тором в процентах не от его веса, а от объема. Следовательно, и в этом случае более легкий материал, содержащий меньшее количество волокна в единице объема, будет поглощать воды по объему меньше, чем плита равного объема, но более тяжелая. На рис. 2 показана зависимость объемного веса изоплит от градуса размола древесной (дефибрерной) массы: Из диаграммы видно, что при свободном стекании возможно получить из массы с градусом помола 13° по ШР объемный вес плит 80—81 кг/м3. С увеличением градуса размола объемный вес быстро растет. Между тем известно, что для получения хороших механических свойств древесно-волокнистых плит необходимо степень помола увеличивать тем больше, чем более рыхлые плиты изготавливаются. Пэтому мы считаем целесообразным применение для ультрапористых плит повышенного градуса размола по сравнению с пористыми, а для создания пористой структуры — флотацию массы. Выбор флотореагента определяется условиями продолжительности периода стекания и начальной стадии сушки, когда стека-ние еще может продолжаться. В результате поставленных специальных опытов выяснилось, что период коалесценции флотированных волокон должен быть не менее 60 минут. Для этих условий подходят поверхностноак-тивные вещества типа полуколлоидов (мыло), обладающие не только большой поверхностной активностью, но и большой поверхностной прочностью, с периодом разрушения пены до 24 часов и более. Устойчивость пены олеата натрия сильно зависит от активной кислотности среды. При рН = 7,65 она падает до нуля, а при рН = 11 составляет около 60 минут (при концентрации 0,025%). Для древесно-волокнистой массы жирностью 37° по ШР (дефибрерная масса) нами была получена следующая зависимость объемного веса изоплит от рН среды (рис. 3). Как видно из этой диаграммы, для древесной массы жирностью 37° по ШР, дающей при обезвоживании свободным стеканием изоплиты с объемным весом 185—190 кг/м3 путем флотации с 2,5% от веса волокна олеата натрия, можно снизить объемный вес до 80 кг/м3, подщелачивая среду до рН = 9,6; для этого требуется добавить к волокнистой суспензии 2% едкого натра от веса волокна. У полученной плиты — крупноячеистая структура, но довольно гладкая и сомкнутая поверхность. Описанным методом можно получить плиту с объемным весом до 37 кг/м3, если понизить жирность волокнистой массы до 13°. В качестве вспенивателя можно применить также сульфатное мыло в количестве 5—10% от веса волокна.
Рис. 1. Зависимость коэффициента теплопро водности от объемного веса плит
Рис. 2. Зависимость объемного веса изоляционных плит от степени размола
Рис. 3. Зависимость объемного веса изоляционных плит от рН среды
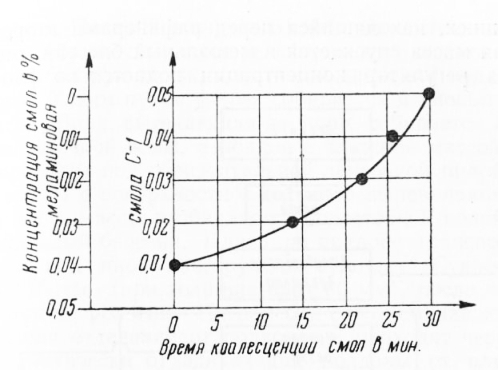
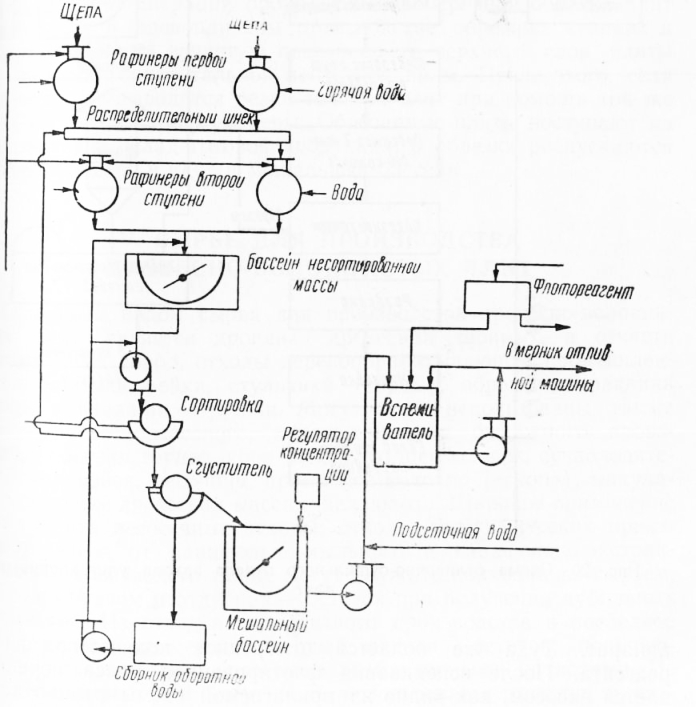
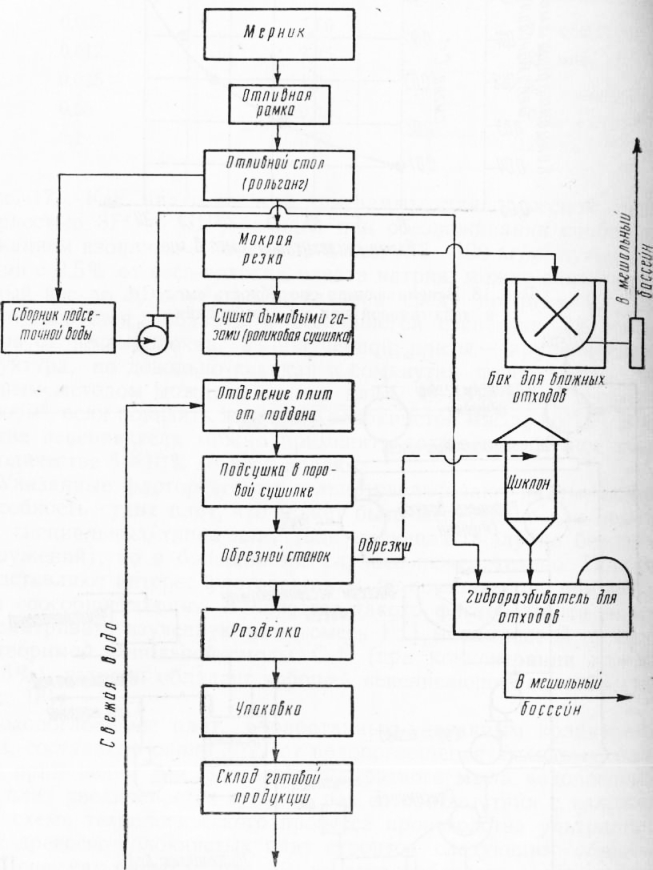
Указанные флотореагенты сильно увеличивают впитывающую способность сухих плит, что может быть желательно для некоторых специальных типов плит (впитывающая опалубка бетонных сооружений), но в большинстве случаев нежелательно. Поэтому представляют интерес флотореагенты, не повышающие впитывающей способности плит. В качестве такого флотореагента можно рассматривать изученную нами смесь 1 : 1 меламиновой и водорастворимой фенольной смолы С-1 (при концентрации каждой 0,025%), которая обладает хорошей вспенивающей способностью (рис. 4). Водопоглощение плит, обработанных указанным количеством смол, составляло около 40% от водопоглощения исходных плит. При применении для флотации сульфатного мыла водопоглощение плит увеличивается в 8—10 раз. В соответствии с изложенным схема технологического процесса производства ультрапористых древесно-волокнистых плит Строится следующим образом. Щепа, как видно из рис. 5, из древорубочного отделения поступает к загрузочной воронке рафинера первой ступени, куда подается также горячая вода. Выходящая из этих рафинеров масса с градусом размола 12—14° по ШР распределяется шнеком на рафинеры второй ступени, где доводится до жирности 25—28° по ШР, разбавляется водой, после чего спускается в метальный бассейн. Из последнего, после разбавления водой Д° 0,2%-ной концентрации, масса поступает на сортирующие сита и оттуда на сгуститель; отходы возвращаются на распределительный шнек, находящийся перед рафинерами второй ступени сгущенная масса спускается в метальный бассейн, откуда насосом через регулятор концентрации подается во флотационный аппарат. Туда же подается отмеренное количество флото-реагента. После вспенивания флотированная масса перекачивается насосом, как видно из прилагаемой схемы отливочно-сушильного отдела (рис. 6), в мерник, который находится над рольгангом; по последнему движутся отливочные формы со скоротью 1 м/мин. После 30-минутного свободного стенания воды из Р°°сЫ рамка формы снимается тельфером с рольганга и переносится на его обратную ветвь, по которой движутся поддоны отличных форм. Таким путем форма собирается и вновь готова для Впцема массы. Вода, вытекающая из форм, собирается в сборный у для подсеточной воды, а поддон с влажной массой (сухость q—10%) проходит под горизонтальной ленточной пилой для снятия части массы с поверхности с целью ее выравнивания.
Рис. 4. Вспенивающая способность смол С-1 и меламиновой при их совмещении
Рис. 5. Схема размольно-очистного отдела завода ультрапористых плит
Рис. 6. Схема отливочно-сушильного отдела завода ультрапористых плит
Снятая часть массы разбавляется подсеточной водой и постук пает в ментальный бассейн. Плита на поддоне транспортируется в роликовую или иной конструкции сушилку. Сушка продолжается 15—16 час. (при толщине плит 80 мм), после чего плиты разгружаются на рольганг. На нем они снизу смачиваются водой для облегчения отделения от поддонов и проходят через особый шабер, автоматически отъединяющий поддоны от плит. Затем поддон идет на промывку и очистку, а плиты дополнительно подсушиваются до кондиционной влажности в роликовой сушилке. Далее следуют операции продольной и поперечной обрезки плит на обычных в древоплитном производстве обрезных станках и снятия неровного, зачастую подгоревшего верхнего слоя плиты при помощи горизонтальной ленточной пилы. После этого, если требуется, производится резка толстых плит при помощи той же пилы на более тонкие размеры. Обрезанные плиты поступают на упаковку и в склад готовой продукции, а обрезки распускаются в гидропульпере и идут в мешальный бассейн. Реклама:Читать далее:Cырье для производства древесно-волокнистых плитСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|