|
|
Категория:
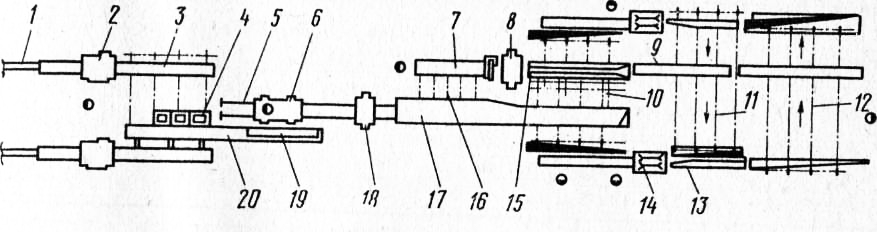
Деревообрабатывающие станки Основные сведения о производственном потоке. При организации процесса выработки пиленой продукции стремятся к рациональному использованию как оборудования, так и труда рабочих. Это достигается соответствующей организацией производственного процесса. Производственным процессом называется совокупность операций, выполняемых в определенной последовательности средствами труда над предметом труда для получения готовой продукции. Складывается производственный процесс из основных и вспомогательных операций. Совокупность основных операций, в результате которых предмет труда претерпевает размерные или качественные изменения, называется технологическим процессом. Технологическая операция—часть технологического процесса, выполняемая на рабочей позиции до перехода к обработке следующей детали. Вспомогательные операции обеспечивают нормальное выполнение основных операций при получении готовой продукции. К вспомогательным можно отнести операции укладки, учета, контроля, съема детали. Технологический процесс в лесопильном цехе построен по поточному методу, что создает в цехе определенный ритм и повышает производительность труда. В лесопильном потоке технологические операции проходные, так как бревна и доски обрабатываются во время движения. Такие операции более производительны, чем позиционные. Здесь не требуется возврата обрабатываемого объекта или обратного хода режущего инструмента. Производственный процесс в лесопилении состоит из ряда технологических и вспомогательных операций. К технологическим операциям относятся распиловка бревен на брус и доски, обрезка и торцовка досок, сортировка и раскладка досок по сечениям и сортам, переработка отходов на технологическое сырье, к вспомогательным— транспортирование материалов и ориентация их по технологическому оборудованию. Производственный поток в лесопильном цехе состоит из ряда технологических операций, выполняемых по поточному методу. К этим операциям относятся продольный раскрой бревна, бруса; продольный раскрой досок с формированием заданной ширины; поперечный раскрой досок с формированием необходимой длины. Для раскроя бревен, брусьев, секторов на пиломатериалы применяют лесопильные рамы, ленточнопильные и круглопильные станки. При формировании ширины досок используют двухпильные, многопильные круглопильные, фрезернопильные станки. Поперечный раскрой выполняют на одно- и многопильных торцовочных станках. По мере развития станкостроения на отечественных предприятиях начинают широко применять агрегатные станки для производства нескольких технологических операций, например продольного раскроя бревна и формирования ширины досок на фрезернопильной линии. Такое оборудование высокопроизводительно и значительно сокращает время на межстаночные перемещения. Тип лесопильного потока или линии определяется головным оборудованием. Им могут быть лесопильные рамы, фрезернопиль-ные, фрезерно-брусующие, ленточнопильные или круглопильные станки. На отечественных заводах рамные потоки наиболее распространены. Типовые технологические схемы рамных потоков. На базе лесопильных рам типов РД и 2Р создают потоки для переработки пиловочных бревен одного-двух четных диаметров на пиломатериалы. Производственный процесс протекает в следующем порядке. Бревна по продольному цепному конвейеру из сортировочного бассейна поступают на два окорочных станка. Окоренные бревна роликовыми конвейерами подаются и сбрасываются на накопительный буфер, а затем механизмом поштучной подачи — на продольный конвейер. Сбрасыватель переводит бревно на рамную тележку. На лесопильной раме первого ряда из бревна выпиливают двухкантный брус, необрезные доски и гор-быльный обапол, которые конвейером подаются вперед до упоров. Боковые доски и горбыльный обапол при выходе из лесопильной рамы находятся с наружных сторон ножей направляющего аппарата и, дойдя до упора, сбрасываются винтовыми роликами на поперечный цепной конвейер. Брус смещается винтовыми роликами конвейера на направляющие цепей брусоперекладчика.
Рис. 1. Схема лесопильного потока на базе лесопильных рам: По мере необходимости на раме второго ряда включают подъем направляющих и движение цепей брусоперекладчика. Брус перемещается на роликовый конвейер рамы второго ряда. С помощью центрирующего механизма брус заправляется в раму второго ряда 8. Выпиленные из бруса чистообрезные доски между вертикальными шинами конвейера передаются на ленточный конвейер. Необрезные доски и горбыли цепным конвейером подаются к обрезным станкам. Сюда же попадают необрезные доски и горбыльный обапол от рамы первого ряда. На впередистаночных столах этих станков отсортировывают обапол от досок. Обапол сбрасывается в люк на первый этаж цеха для переработки на мелкую пило-продукцию или в рубильную машину для выработки технологической щепы.
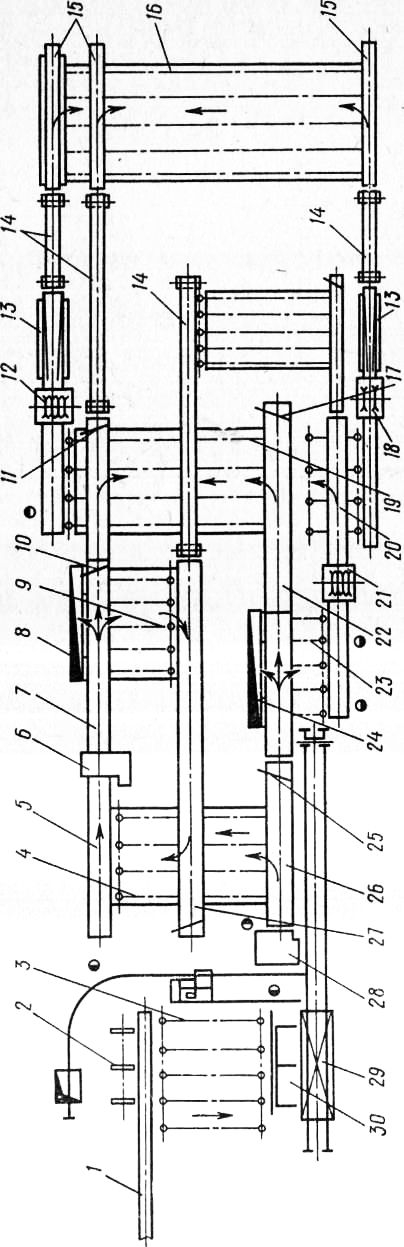
Рис. 2. Схема лесопильного потока на базе ленточнопильных станков: Боковые доски обрабатывают на обрезных станках. За ними установлены рейкоотделительные устройства. Отделенные рейки попадают на сборные поперечные цепные конвейеры 11 и транспортируются к люкам в рубильную машину. Доски после обрезного станка конвейерами 9 подаются на сборные цепные конвейеры и затем через люки попадают на первый этаж цеха. Здесь доски торцуются на проходных торцовочных установках, после чего ленточными конвейерами выносятся из цеха на сортировочную площадку. Последующие операции производятся вне лесопильного цеха и состоят из сортировки досок по сечениям, сушки, контроля качества торцовки, рассортировки по длинам, увязки досок одного сечения, сорта и одной или нескольких длин в транспортные пакеты. Планировка оборудования в лесопильном цехе на базе ленточнопильных станков. В специализированных поточных линиях на базе ленточнопильных станков используют также разнообразное вспомогательное и транспортное оборудование с различными планами размещения его на производственной площади. Технологический процесс протекает в следующем порядке. Бревна поступают в цех по продольному цепному конвейеру и механическим сбрасывателем переводятся на накопитель, откуда механизмом поштучной выдачи (отсекателем) подаются на тележку механизма подачи станка. После ленточнопильного станка модели ЛБ150-1 доска или брус роликовым конвейером подается к упору. Доска или обапол проходит под упором на распределительный роликовый конвейер. Брус, дойдя до упора, смещается винтовыми роликами на поперечный цепной конвейер и роликовым конвейером подается в ленточнопильный станок модели ЛД125-2. На роликовом конвейере продукция сортируется. Отходы удаляются через люк, обапол или доска проходит под упором, а брус, подлежащий дальнейшей обработке, поперечным цепным конвейером подается на роликовый конвейер возврата. После распределительного роликового конвейера отходы удаляются через люк, мелкий обапол проходит до упора и переводится на поперечный цепной конвейер, а остальной материал цепным конвейером подается в обрезной станок, затем поперечным цепным конвейером — в обрезной станок модели Ц2Д-7А. С распределительных роликовых конвейеров материалы, дошедшие до упоров, переводятся на поперечный цепной конвейер и подаются к обрезному станку. На задних столах станков установлены рейкоотделительные устройства. Готовая продукция от станков ленточными конвейерами подается на роликовые конвейеры, которые переводят ее на поперечный конвейер. Для придания заготовкам стандартной длины последние с поперечного конвейера попадают на многопильный станок, с которого поступают на сортировочную площадку. Реклама:Читать далее:Распиловка бревен на лесопильных рамах и ленточнопильных станкахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|