|
|
Категория:
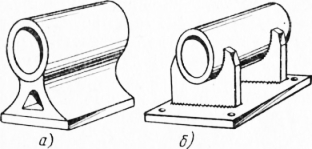
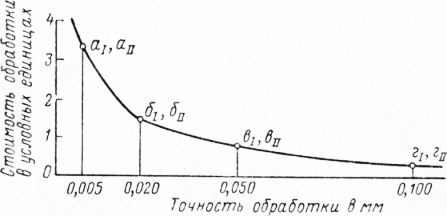
Сварные соединения Специальные приспособления изготовляются обычно в небольших количествах. В этом случае основным фактором, определяющим стоимость каждого из них, является трудоемкость его изготовления, зависящая в свою очередь от сложности и технологичности конструкции. В связи с этим конструкция приспособления должна быть отработана не только в соответствии с предъявляемыми к ней требованиями с точки зрения выполнения данной операции, но и, как и любая другая конструкция, с точки зрения ее технологичности. Основой технологичности конструкции приспособления является простота конструктивных форм его деталей. Следующим важным показателем технологичности приспособления является компактность, конструктивная собранность узлов и всего изделия в целом. Компактность приспособления может быть охарактеризована его габаритами, которые в свою очередь влияют на расход материалов, объем обработки и другие показатели. Поэтому при разработке оснастки необходимо стремиться к сокращению габаритов приспособлений, что в большинстве случаев зависит от конструктора. Наряду с сокращением габаритов узлов необходимо также стремиться к уменьшению количества деталей, но отнюдь не за счет чрезмерного усложнения их конструктивных форм и связанной с этим последующей обработки. Конструируя детали, следует по возможности придавать им такие формы, которые в процессе изготовления позволили бы обойтись без применения сложных заготовок, создавая их, где возможно, с помощью сварки из простых элементов — труб, листов, проката. Во многих случаях это упрощает организацию изготовления приспособлений, существенно снижает объем механической обработки и уменьшает общую трудоемкость. На рис. 1 показан пример замены в приспособлении литого корпуса подшипника сварным. Для получения отливки в литейном цехе требуется разработать индивидуальную технологию, изготовить модель, форму, отлить и затем механически обработать. Для единичного исполнения это, безусловно, окажется дорогостоящим процессом. Во втором варианте заготовка корпуса изготовлена с помощью сварки из трубы и листа. При единичном изготовлении приспособлений этот путь проще и менее трудоемок. Очень важным технологическим фактором, непосредственно влияющим на стоимость изготовления конструкции приспособления, является точность и чистота обработки ее деталей. На рис. 72 показано влияние точности обработки отверстия и вала данного размера на стоимость обработки. Рекомендуется избегать высокой точности обработки, а также завышенных требований к чистоте обработанной поверхности там, где это не вызывается условиями работы или изготовления. При выборе конструктивных форм деталей и узлов необходимо одновременно продумывать способ обработки и в зависимости от последнего уточнять ту или иную форму. Обрабатываемые поверхности желательно располагать так, чтобы обработку их можно было осуществить за одну установку детали или режущего инструмента.
Рис. 1. Варианты заготовки корпуса задней бабки приспособления:
а — литой, б — «сварной
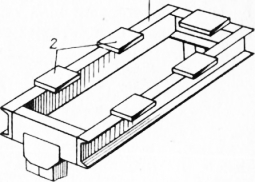
Не следует обрабатывать и нерабочие поверхности элементов приспособлений, так как стоимость обработки при этом возрастает. Рекомендуется также, где это возможно, использовать под посадочные места гладкие листовые накладки. На рис. 3 приведен пример такого создания на сварной раме посадочных мест из листа под элементы приспособления. Точность взаимоотношения осей устанавливаемых элементов достигается с помощью прокладок, что исключает необходимость обработки поверхности посадочных мест. Не следует без надобности усложнять механическую обработку, и конструктивные формы деталей должны рассчитываться на обработку обычным инструментом.
Рис. 2. Зависимость стоимости деталей от точности обработки:
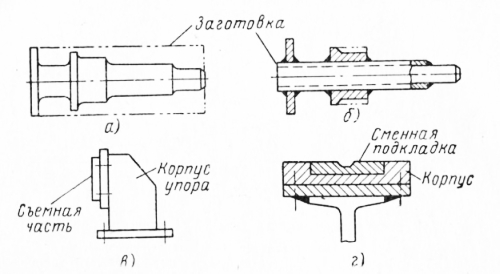
Одной из важнейших характеристик большинства деталей и узлов является их вес, определяющий расход металла. Задача рационального использования и всемерной экономии металлов (особенно цветных и дефицитных) должна быть постоянно в центре внимания при конструировании технологической оснастки. Снижать необходимо не только вес обработанных деталей, но и вес их заготовок. Применяя рациональные формы детали и ее заготовки, можно сэкономить значительное количество металла, сократить объем механической обработки и сделать приспособление более легким (рис. 4, а, б). Особенно большое значение имеет экономия дорогостоящих высоколегированных сталей и цветных металлов. Поэтому целесообразно рабочие элементы из таких материалов делать отъемными, чтобы не расходовать его на всю деталь или узел. Примером является (рис. 4,б, г), изготовление рабочих частей упоров, подвергающихся интенсивному износу, сварочных подкладок из меди и нержавеющих сталей в виде вкладок в основу из простой стали и т. п.
Рис. 3. Установка посадочных мест на сварной раме приспособления:
1 — рама приспособления, 2 — посадочные места
Рис. 4. Некоторые примеры экономичного использования материалов при конструировании приспособлений:
а — вал из сплошной заготовки, б — вал из сварной заготовки, в — упор со съемной рабочей частью, г — сменная сварочная подкладка
Технологичность конструкции приспособления достигается также путем максимальной ее нормализации. Особенно это относится в сборочно-сварочной оснастке к выбору крепежа, пневмо- и гидроцилиндров, винтовых зажимов, домкратов, редукторов и т. п. Особенности изготовления сборочно-сварочной оснастки и применяемые материалы Точность изготовления приспособлений находится в зависимости от их назначения и точности изготовления сварного узла или изделия. По точности изготовления можно выделить следующие группы элементов приспособлений: При этом не рекомендуется излишне увеличивать сечение элементов оснований, так как это приводит к ненужному утяжелению приспособления и увеличению его габаритов. Фиксирующие устройства должны обеспечивать заданную точность установки деталей в собираемом узле в процессе сборки или сварки. В связи с этим точность размеров приспособлений зависит от допусков на изделие и допусков на изготовление фиксаторов. Обычно допуски на линейные размеры в сборочно-сварочных приспособлениях принимаются в пределах 0,5 — 0,75 допуска на соответствующие размеры в устанавливаемых деталях или узлах. Зажимные и распорные устройства чаще всего изготовляются из механически обработанных деталей. Изготовление их ведется обычно по 3 и 4-му классам точности. Важным моментом конструирования приспособлений является выбор материалов для его деталей. Хорошо разработанная конструкция может не дать предполагаемого производственного эффекта, если материалы будут выбраны неправильно, что может привести к быстрому износу деталей при эксплуатации, к поломке и преждевременному выходу приспособления из строя. Основным условием правильного назначения материала для детали или узла является обеспечение их нормальной работы в течение заданного срока службы. Это определяется с одной стороны, прочностными характеристиками материала, его износоустойчивостью, сопротивляемостью коррозии и т. д., с другой стороны — экономическими соображениями. Основания неповоротных стационарных и переносных приспособлений и несущие конструкции поворотных приспособлений чаще выполняются в виде сварных балок, ферм, рам и поэтому обычно изготовляются из листов и проката малоуглеродистой стали Ст. 3. Для особо ответственных приспособлений применяется сталь марки Ст. 5. В этом случае особое внимание должно быть обращено на качество сварки элементов приспособления. Элементы фиксирующих устройств, подвергающихся интенсивному износу (при частых установке и съемке деталей), изготовляются из материалов с повышенной износоустойчивостью. При этом, если позволяет конструкция элемента, рабочая часть его делается съемной. Для таких элементов используются стали марки 45 — 50, принимающие закалку, либо сталь 20 с цементацией и закалкой. Последняя термообработка является более удачной, так как она обеспечивает высокую сопротивляемость истиранию поверхности при сохранении высокой вязкости материала остальной части детали. обеспечивает высокую сопротивляемость истиранию поверхности при сохранении высокой вязкости материала остальной части детали. Для элементов фиксирующего контура при нечастом съеме и установке деталей изделия приемлемой является сталь марки Ст. 5 без термообработки. В этом случае не следует удорожать приспособление термообработкой. Для силовых элементов зажимных и распорных устройств в зависимости от степени ответственности применяются стали Ст. 5 и Ст. 6 либо стали марки 45 — 50. В некоторых случаях могут использоваться специальные материалы, например нержавеющая сталь, для элементов клавишных прижимов, применяемых для сварки плавлением материалов малой толщины. Эксцентрики в прижимных устройствах изготовляются из стали У7А, с закалкой на высокую твердость (до HRC55 — 60). Для изготовления различного типа пружин используется сталь 65Г. Для сварочных подкладок обычно используются медь, нержавеющая сталь и иногда графит. В ряде случаев для изготовления корпусов приспособлений требуются немагнитные материалы с малым весом (приспособления для контактной сварки, устанавливаемые на сварочных машинах; легкие переносные приспособления для сборки и прихватки и т. п.). В этом случае в качестве конструкционного материала используются литейные алюминиевые сплавы типа AJ12 и AJ112. Для изготовления отдельных элементов оснастки иногда применяется серый чугун марки СЧ15-32 и СЧ28-48. Кроме металлических материалов, при изготовлении сборочно-сварочной оснастки применяются также и неметаллические материалы: фанера и дельта-древесина (рубильники сборочных стапелей, ложементы, шаблоны и др.), пластики типа текстолит и гети-накс, резина, кожа, асбест и др. Реклама:Читать далее:Определение экономической целесообразности применения приспособленийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|