|
|
Категория:
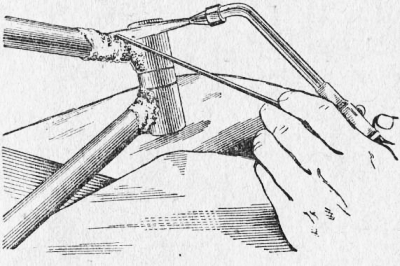
Пайка Далее: Пайка в печах Для пайки газопламенной горелкой используют мягкие и твердые припои. Перед пайкой горелкой детали очищают от окалины или ржавчины, обезжиривают, промывают, высушивают, покрывают флюсом, собирают в приспособлениях с заданным зазором и располагают на столе так, чтобы во время пайки обе руки паяльщика были свободны. Паяльщик в одной руке держит горелку, а в другой припой.
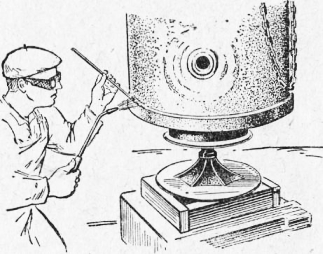
Рис. 1. Панка велосипедной рамы с помощью газовой горелки Для повышения производительности труда паяльщика при массовом производстве предварительный прогрев деталей осуществляют в газовых или электрических печах. Флюсы при газопламенной пайке целесообразно наносить до нагрева деталей. Порошкообразный флюс при пайке сдувается газовым пламенем, поэтому его наносят на слегка подогретые кромки спаиваемых деталей или перед употреблением разводят водой до пастообразного состояния, а затем наносят на спаиваемые поверхности с помощью щетки или кисти. Лучшим способом флюсования в процессе пайки является погружение горячего конца прутка припоя в ящик с сухим порошкообразным флюсом. Пруток припоя должен своим концом касаться нагретых деталей. Нельзя плавить припой непосредственно в пламени и допускать его стекание в место пайки каплями. Во избежание перегрева припоя в момент его затекания в зазор между деталями горелку удаляют от зазора на 30—40 мм, но держат ее над местом пайки. Горелку с пламенем нужно непрерывно перемещать для обеспечения равномерного прогрева. Использование при газопламенной пайке цилиндрических изделий (особенно тяжелых) различных поворотных приспособлений значительно облегчает труд паяльщика, повышает его производительность и улучшает качество паяного шва. На рис. 2 показано наложение кольцевого шва на цилиндрическое изделие, установленное на вращающемся столе.
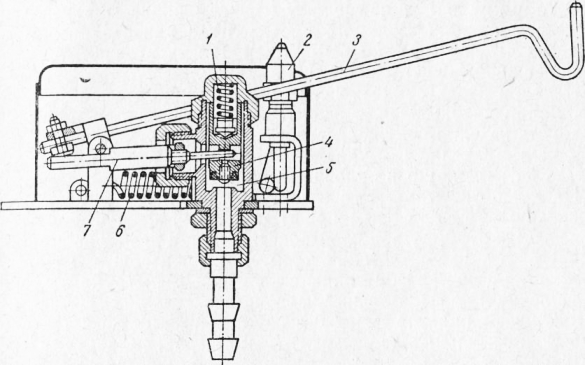
Рис. 2. Пайка цилиндрического изделия с использованием вращающегося стола Паяльщик в процессе газопламенной пайки должен соблюдать следующие правила: При выполнении паяльных работ возможны частые перерывы, необходимые для замены припоя, поворота детали, установки приспособления и т. д. Так как эти перерывы обычно кратковременны, паяльщик не выключает горелку. С целью экономии газов на посту паяльщика рекомендуется устанавливать специальный прибор — экономизатор. Поступая в этот прибор, кислород и ацетилен частично отводятся в специальную маленькую горелку, образуя дежурное пламя, а сварочная горелка в это время выключена. На рис. 3 показано устройство камеры экономизатора ЭГТ-1-56. Паяльщик при перерывах в работе вешает горелку на крючок рычага, который под действием веса горелки освобождает рычаг. Под действием запорной пружины клапан опускается на седло и перекрывает проход ацетилена, поступающего в экономизатор через выходной ниппель. В то же время часть ацетичена продолжает поступать в маленькую горелку. Аналогично устроена и кислородная камера. Таким образом, при перерыве в работе пламя рабочей горелки гасится, а горит лишь дежурное пламя маленькой горелки. Приступая вновь к работе, паяльщик снимает горелку с крючка экономизатора, и под действием возвратной пружины рычаг поднимает клапан. Газовая смесь поступает в рабочую горелку и ее зажигают от дежурного пламени.
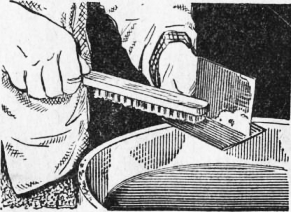
Рис. 3. Устройство ацетиленовой камеры экономизатора После пайки газовым пламенем паяные швы очищают от остатков флюсов и образовавшихся шлаков. При короблении «зделия производится рихтовка (выправление неровностей). Остатки флюсов удаляют проволочной щеткой с одновременной промывкой в воде. При этом остатки шлаков также смываются водой. Затем изделие промывают еще раз и сушат.
Рис. 4. Удаление остатков флюса металлической щеткой после пайки Реклама:Читать далее:Пайка в печахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|