|
|
Категория:
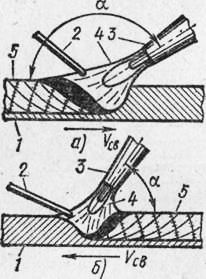
Сварка металлов Газовая сварка — это сварка плавлением, при которой металл в зоне соединения нагревают до расплавления газовым пламенем. При нагреве газовым пламенем кромки свариваемых заготовок расплавляется вместе с присадочным металлом, который может дополнительно вводиться в пламя горелки. После затвердевания жидкого металла образуется сварной шов. К преимуществам газовой сварки относятся простота способа, несложность оборудования, отсутствие источника электрической энергии. Оборудование поста для газовой сварки показано на рис. 58. К недостаткам газовой сварки относится меньшая пропз-водительность, сложность механизации, большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке. Газовую сварку используют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1—3 мм, сварке чугуна, алюминия, меди, латуни, наплавке твердых сплавов, исправлении дефектов литья и ДР. В зависимости от свариваемого материала, его толщины и типа изделия выбирают следующие основные параметры режима сварки: мощность сварочного пламени, вид пламени, марку и диаметр присадочной проволоки, способ и технику сварки. Окислительным пламенем, которое имеет голубоватый оттенок и заостренную форму ядра, используют при сварке латуни. Науглероживающее пламя, которое становится коптящим, удлиняется и имеет красноватый оттенок, используют в основном для сварки чугуна для компенсации выгорающего при сварке углерода. В практике применяют два способа сварки: правый и левый. Правым называется такой способ, когда сварка производится слева направо, сварочное пламя направляется на сваренный участок шва, а присадочная проволока перемещается вслед за горелкой. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха, большая глубина проплавления, замедленное охлаждение металла шва в процессе кристаллизации. Тепло пламени рассеивается меньше, чем при левом способе, поэтому угол разделки кромок делается не 90°, а 60—70°, что уменьшает количество наплавленного металла и коробление. При правом способе производительность на 20—25% выше, а расход газов на 15—20% меньше, чем при левом. Правый способ целесообразно применять при сварке металла толщиной более 5 мм и металлов с большой теплопроводностью.
Рис. 1. Схема газовой сварки:
а — правым, б — левым способом
Левым способом газовой сварки называют такой способ, при котором сварка производится справа налево, сварочное пламя направляется на еще не сваренные кромки металла, а присадочная проволока перемещается впереди пламени. При левом способе сварщик хорошо видит свариваемый металл, поэтому внешний вид шва лучше, чем при правом способе; предварительный подогрев кромок свариваемого металла обеспечивает хорошее перемешивание сварочной ванны. Благодаря этим свойствам левый способ наиболее распространен и применяется для сварки тонколистовых материалов и легкоплавких металлов. Мощность сварочной горелки при правом способе выбирают из расчета 120— 150 дм3/ч ацетилена, а при левом 100—130 дм3/ч на 1 мм толщины свариваемого металла. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки диаметр присадочной проволоки d=S/2 мм, но не более 6 мм, при левом d=S/2+1 мм, где5 — толщина св’ариваемого металла, мм. Скорость нагрева регулируют изменением угла наклона а мундштука к поверхности свариваемого металла .Чем толще металл и большего теплопроводность, тем больше угол наклона мундштука к поверхности свариваемого металла. В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное — перпендикулярно оси пфа и продольное — вдоль оси шва. Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного металла и получения шва необходимой ширины. Газовой сваркой можно выполнять нижние, горизонтальные (на вертикальной плоскости), вертикальные и потолочные швы. Горизонтальные и потолочные швы обычно выполняют правым способом сварки, вертикальные снизу вверх левым способом.
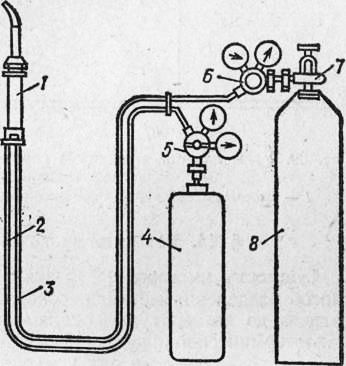
Рис. 2. Оборудование поста для газовой сварки:
1 — горелка, 2 – шланг для подвода ацетилена, 3 — шланг для подвода кислорода, 4 — ацетиленовый баллон, 5 — ацетиленовый редуктор, 6 — кислородный редуктор, 7 — кислородный вентиль, 8 — кислородный баллон
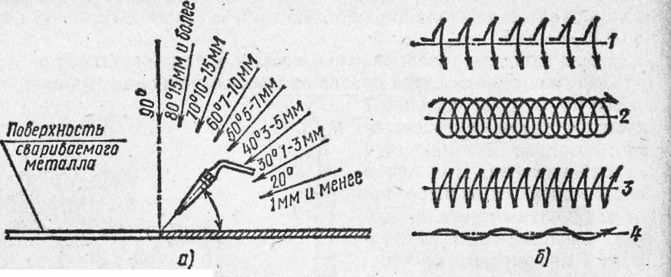
Рис. 3. Углы наклона мундштука гоорелки при сварке различных толщин (а) и способы перемещения мундштука горелки (б):
1 — с отрывом горелки, 2 — спиралеобразный, 3 — полумесяцем, 4 — волнистый
Реклама:Читать далее:Технология газокислородной резкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|