|
|
Категория:
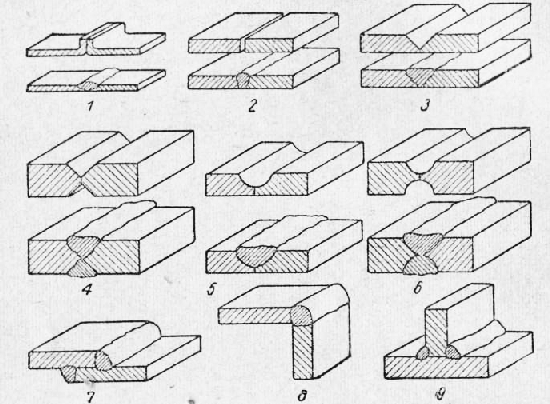
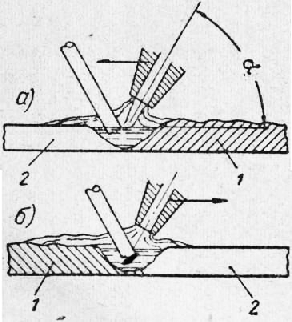
Сварка различных металлов Далее: Электрическая сварка и резка Виды сварных соединений. Перед сваркой деталей необходимо свариваемые поверхности очистить от грязи, окислов и масла и, если нужно, скосить кромки. Свариваемые части могут образовать следующие виды соединений: бортовое, стыковое, внахлестку, угловое и тавровое. На рис. 1 приведены виды сварных соединений как в состоянии подготовки к сварке, так и после сварки. Сварка деталей небольшой толщины (до 10 мм) может быть произведена за один проход; полученный при этом шов называют однослойным. При большой толщине деталей шов получают в несколько проходов; такой шов называют многослойным. Технология и режим сварки. При сварке горелка продвигается вдоль шва, причем соблюдается определенный угол наклона оси мундштука горелки к свариваемой поверхности. Этот угол а колеблется от 20° (для сварки листов толщиной 1 мм) до 80° (при толщине 15 мм и выше). Различают левую и правую сварку. При левой сварке горелка передвигается справа налево и пламя направляется на еще не сваренный участок шва. При правой сварке горелка передвигается слева направо и пламя направляется на сваренную часть шва. Конец проволоки, погруженный в расплавленный металл, перемешивает ванночку. Правая сварка применяется дая деталей толщиной более 5 мм, левая — для деталей толщиной до 5 мм. При правой сварке качество шва лучше вследствие более продолжительной защиты расплавленного и остывающего металла; однако при листах толщиной до 5 мм левая сварка оказывается более производительной, чем правая, так как факел пламени подогревает впереди лежащие кромки.
Рис. 1. Сварочные соединения:
1 — бортовое; 2 — стыковое без скосов; 3 — стыковое v-образ ное; 4 — стыковое Х-образное; 5 — стыковое U-образное; 6 — стыковое двойное u-образное; 7 — внахлестку; в — угловое;
Рис. 2. Схема левой (а) и правой (б) газовой сварки:
1 — шов; 2 — разделка шва
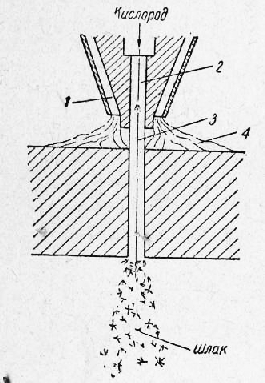
Скорость газовой сварки колеблется в широких пределах в зависимости от свойств свариваемого металла, толщины листов, способа сварки, мощности горелки и пр. Например, скорость сварки стального листа толщиной 4 мм (без скоса кромок) составляет около 8 см/мин, а листа толщиной 0,5 мм — 20 см/мин. Присадочный металл. В виде прутков или проволоки присадочный металл вносится в пламя горелки, расплавляется и стекает в ванночку, где он смешивается с расплавленным основным металлом. После затвердевания металл ванночки образует сварной шов. Для сварки стали в качестве присадочного металла , применяют стальную проволоку с содержанием до 0,18% углерода, а для легирования шва — проволоку, содержащую хром, повышенное количество марганца или кремния и другие легирующие элементы. При сварке цветных металлов и сплавов применяют проволоку, по своему химическому составу близкую к основному металлу. Диаметр присадочной проволоки берется на 1—2 мм больше половины толщины свариваемых листов, Сварка чугуна. Сварка чугуна применяется с целью ремонта и как средство исправления пороков литья. Газовая сварка чугуна производится преимущественно с подогревом свариваемых частей до 400—600°., Подогрев нужен для предупреждения отбела и трещин вблизи сварочного шва; эти трещины могут появиться при сварке без подогрева вследствие больших местных напряжений, возникающих во время охлаждения при усадке нагретой части сваренного изделия. Для сварки чугуна с подогревом применяют чугунные литые стержни Диаметром 6—12 мм с повышенным содержанием углерода (3,0—3,6%) и кремния (3,0—4,8%), а при сварке без подогрева — латунную проволоку с содержанием 37—40% Zn. Газовая сварка применяется главным образом для соединения тонкостенных стальных деталей, а также деталей из цветных металлов и сплавов. В этих случаях газовая сварка по качеству превосходит электродуговую. Газовая сварка используется также для наплавки твердых сплавов и при ремонтных работах. Способом газовой сварки обычно пользуются для стыковых и бортовых соединений. Угловые, тавровые соединения и соединения внахлестку избегают производить методом газовой сварки ввиду больших деформаций и термических напряжений в изделиях, образующихся в процессе сварки. Газопрессовая сварка. Свариваемые части нагревают сварочным пламенем до пластического состояния и прикладывают усилие, сдавливающее эти части. Газопрессовая сварка применяется для соединения встык преимущественно труб больших диаметров. Стыки нагреваются кольцевой многопламенной горелкой. Подобный способ сварки труб весьма производителен. Например, сварка стыка трубы диаметром 500 мм продолжается около 2 мин. Кроме сварки труб, этим способом пользуются также для сварки рельсов, бурильного оборудования и инструментов. Контроль сварки. Контроль сварки производится внешним осмотром, рентгеноанализом, магнитным дефектоскопом, а также определением макро- и микроструктуры и механических свойств. При контроле внешним осмотром выявляют дефекты на поверхности швов: поры, трещины, незаваренные кратеры (углубления), прожоги и пр.; при этом пользуются лупой, а также универсальными и специальными измерительными инструментами. При рентгеноанализе производят фотографирование сварных швов; в результате выявляют внутренние трещины, неметаллические включения, поры. Эти же дефекты могут быть выявлены с помощью магнитного дефектоскопа. Металлографические исследования, как и механические испытания, производят на образцах, вырезанные из сварного соединения. Из механических испытаний производят испытание на свариваемость, испытание на растяжение и на удар. Газовая резка. Газовая резка основана на сгорании металла в струе кислорода. Отсюда следует, что она применима лишь для тех металлов, которые имеют температуру воспламенения ниже температуры плавления. Такими металлами и сплавами являются железо, углеродистая сталь с содержанием углерода до 0,7%, некоторые сорта легированной стали. Чугун, алюминий, а также медь и ее сплавы непосредственно струей кислорода не режутся, так как нагрев их струей кислорода вызывает плавление и обильное образование тугоплавких окислов, например А1203 при резке алюминия. Для газовой резки этих металлов применяют порошкообразные флюсы, состоящие в основном из железа. Флюс сгорает в струе кислорода и повышает температуру в зоне реза настолько, что образующиеся тугоплавкие окислы расплавляются и выдуваются струей кислорода. Резка железа и стали осуществляется специальными режущими горелками — резаками, которые отличаются от сварочных горелок наличием специального канала для подведения режущей струи кислорода. По кольцеобразному каналу мундштука поступает горючая смесь, которая сгорает и образует пламя, необходимое для подогрева металла до температуры горения. Когда металл разогреется, через канал пускают струю кислорода, сжигающую железо и выдувающую окислы. Выделяющаяся при горении железа теплота вместе с теплотой подогревающего пламени нагревает близлежащие слои металла, и при перемещении резака в струе кислорода сгорают новые частицы металла, образуя рез по ходу движения резака. Газовая резка разделяется на ручную и машинную. При машинной резке перемещение резака по линии реза механизировано, и рез получается более точным по сравнению с ручной резкой, так как вибрации отсутствуют и скорость передвижения резака равномерна. Универсальные машины режут по прямой линии в продольном и поперечном направлениях, по кругу и по любой кривой, которую наносят разметкой или по шаблону. Газовой резке могут подвергаться предметы большой толщины (до 300 мм). Наряду с ацетиленом, дающим наибольшую производительность, для резки можно применять водород или пары бензина и керосина. Помимо резки, струю кислорода используют для образования отверстий («сверления»). Отверстие выжигается с помощью обычного резака или кислородного копья (при глубине отверстий от 100 до 3000 мм). Перед резкой лист около кромки нагревают до светло-красного каления; затем подают режущую струю кислорода; если резку нужно начать не от кромки, то в соответствующем месте предварительно сверлят отверстие, от которого начинают рез. Чтобы увеличить производительность при резке листов толщиной до 10 мм, применяют «пакетную» резку нескольких листов сразу.
Рис. 3. Схема газовой резки
Подводная газовая резка применяется при водо-пазных работах. В этом случае используют резаки специальной конструкции, с колпачками, надеваемыми на головку резака. Пламя резака горит под колпачком. Вода из-под колпачка оттесняется струей сжатого воздуха. Реклама:Читать далее:Электрическая сварка и резкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|