|
|
Категория:
Обработка алмазов Технология изготовления. Для изготовления бриллиантов фантазийных форм подбирают алмазные кристаллы или распиленные полуфабрикаты, форма которых близка к форме будущего бриллианта или позволяет без лишних потерь приблизиться к ней. Отобранные для фантазийных бриллиантов алмазы не должны иметь дефектов и нацвета. Огранку бриллиантов фантазийных форм выполняет огранщик более высокой квалификации. Технология изготовления бриллиантов этой группы более сложна по сравнению с изготовлением круглых бриллиантов. Причем работы огранщика и обдирщика здесь связаны в процессе всего технологического цикла. Технология изготовления фантазийных бриллиантов предусматривает двух- и трехкратную обточку в чередовании с огранкой. Такой метод обработки позволяет с меньшими потерями алмазного сырья приблизиться к классической форме фантазийных бриллиантов.
Рис. 1. Замер линейного размера площадки круглого бриллианта
Рис. 2. Направление шлифования площадки для бриллиантов: При шлифовании площадки бриллианта используют такую же оснастку, что и при огранке круглых бриллиантов — припойный держатель или оправки с асбестом. Шлифование фацетов нижней и верхней частей бриллианта выполняют в приспособлении для огранки «кристалл». Огранку бриллиантов фантазийных форм выполняют в такой последовательности: Иногда, чтобы улучшить внешний вид бриллианта фантазийных форм, полируют рундист. При этом по его периметру наносят от 80 до 120 фацетов.
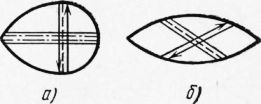
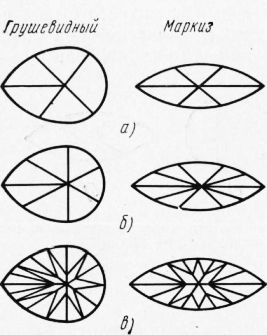
Рис. 3. Огранка низа бриллианта фантазийной формы:
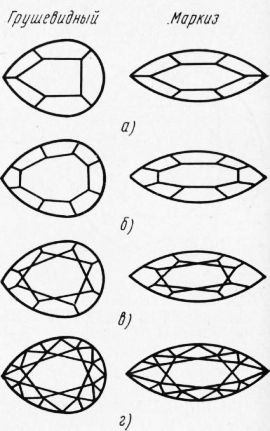
Рис. 4. Огранка верха бриллианта фантазийной формы: При выборе оптимального направления шлифования кристалл так же, как и при огранке круглых бриллиантов, ориентируют по площадке, которая в зависимости от формы исходного алмазного сырья может располагаться параллельно плоской сетке куба, октаэдра или ромбододекаэдра. В соответствии с установленными направлениями шлифования площадки определяют направления шлифования всех остальных фацетов. Технические требования. К бриллиантам фантазийных форм предъявляют определенные требования по форме, качеству и цвету. Форма бриллианта определяется формой исходного алмазного сырья. Наиболее красивы фантазийные бриллианты, имеющие определенное соотношение ширины к длине. Так, например, для бриллиантов грушевидной формы это соотношение равняется от 1 : 1,3 до 1 : 1,75, для бриллиантов формы «маркиз»—1:2,0 и менее, а для бриллиантов овальной формы-—от 1 : 1,3 до 1 : 2,0. Как уже указывалось, бриллианты фантазийных форм не должны иметь дефектов и нацвета. форма площадки фантазийных бриллиантов — восьмиугольник, вытянутый по форме рундиста. Размер площадки обычно 50—60% от ширины бриллианта. Углы наклона граней верхней и нижней частей бриллианта определяются формой исходного алмазного сырья. Они должны обеспечивать игру бриллианта. Этим требованиям удовлетворяют углы наклона основных боковых граней верха к плоскости рундиста (31—36°) и углы наклона основных боковых граней низа к плоскости рундиста (39—42°). В некоторых случаях допускается наличие на бриллианте калет-ты, размер которой по длине не должен превышать 1,5% длины бриллианта. Общие технические требования к качеству изготовления по чистоте поверхности, высоте клиньев, размерам и количеству дополнительных фацетов, толщине рундиста и другим показателям такие же, как и для бриллиантов круглой формы. Реклама:Читать далее:Технология изготовления бриллиантов ступенчатой огранкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|