|
|
Категория:
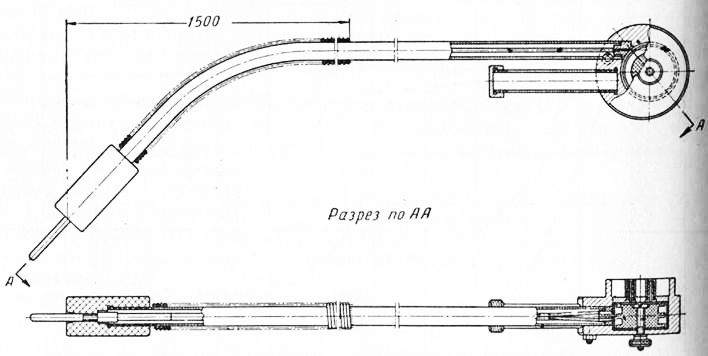
Жаропрочное стальное литье Контроль качества металла отливок начинает осуществляться в процессе плавки. Особенно важное значение придается температуре металла при заливке форм, так как от нее зависит питание отливок, наличие окисных плен и заворотов, усадочных раковин и других литейных пороков. Оптимальная температура металла при заливке находится в пределах 1530—1560° и выдерживается только при определенном перегреве металла в печи перед выпуском. Первое измерение температуры металла производится в печи перед присадкой ферротитана, который вводится в ванну при 1660—1670°. Перед модифицированием металла никельмагниевой лигатурой температура металла замеряется вторично и~~должна быть не менее 1650°. Выпуск металла из печи емкостью 3 т производится при 1640— 1660°, а из печи емкостью Ют — при 1630—1660°. Указанные температурные пределы после транспортировки ковша к формам обеспечивают заливку форм при оптимальной температуре. Следующее измерение температуры металла производится в ковше через 3 мин. после выпуска стали. В зависимости от результатов измерения назначается продолжительность выдержки металла в ковше, исходя из скорости падения температуры для данной емкости ковша. Контроль температурного перепада жидкого металла в форме непосредственно после заливки, а затем и в процессе кристаллизации осуществляется при помощи термопар, установленных в различных по высоте участках формы. Температуру металла измеряют вольфрам-молибденовой термопарой погружения конструкции ЦНИИТМАШа, подключенной к электронному потенциометру. Термопара состоит из вольфрамовой и молибденовой термоэлектродной проволоки диаметром 0,45—0,50 мм, сваренных со стороны рабочего конца, кварцевого наконечника внутренним диаметром 3,6—4,5 мм, толщиной стенки 0,7—1,5 мм и длиной 70—90 мм, предохраняющего рабочий конец термопары от непосредственного контакта с жидким металлом, и корпуса длиной 2,5—3,0 м, состоящего из водопроводной трубы диаметром 5/8—3/4 дюйма.
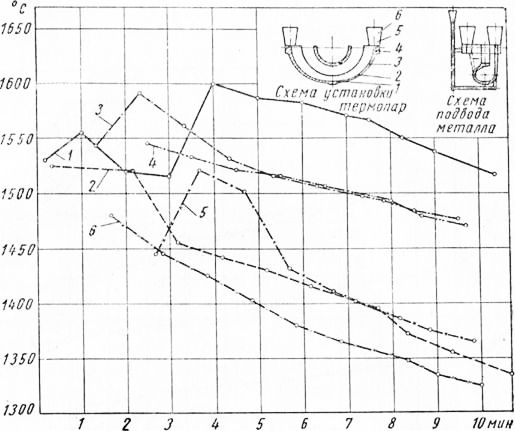
Рис. 1. Схема расположения термопар и кривые охлаждения металла в залитой форме верхней части улитки.
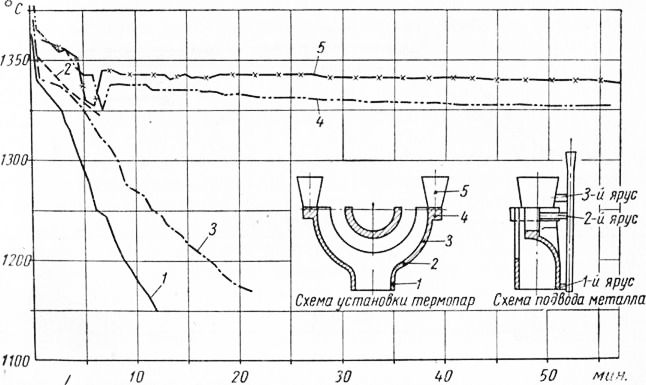
Рис. 2. Схема расположения термопар и кривые охлаждения металла в залитой форме нижней части улитки.
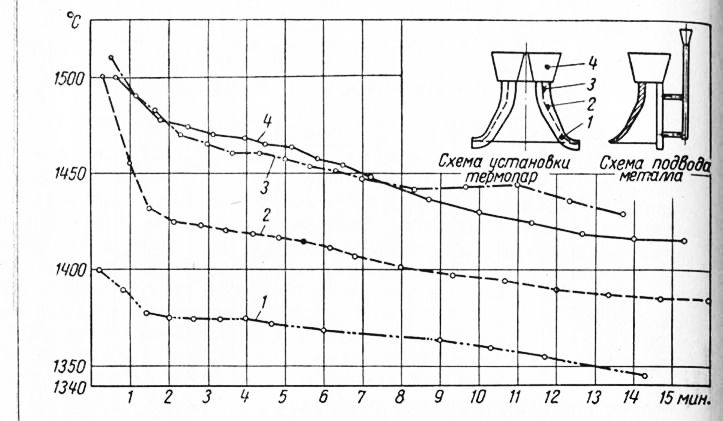
Рис. 3. Схема расположения термопар и кривые охлаждения металла в залитой форме внутренней части газовпуска.
Рис. 4. Общий вид вольфрам-молибденовой термопары погружения конструкции ЦНИИТМАШа.
Перед измерением температуры металла в печи последняя отключается от электросети, а металл в ванне тщательно перемешивается металлическим скребком. Рабочий конец термопары погружается яа глубину 200—300 мм на 10—15 сек. Температура металла в ковше измеряется такими же термопарами, только для удобства в обращении длина корпуса применяется несколько меньших размеров. Перед погружением термопары застывший с поверхности шлак в средней зоне ковша пробивают ломиком, затем погружают термопару на глубину около 500 мм; замеры аналогичным способом можно повторять несколько раз. Для измерения температуры металла в формах применяются такие же термопары, только вместо корпуса из водопроводной трубы вольфрамомолибденовая проволока помещается в хлорвиниловую трубку и тщательно изолируется от соприкосновения с влажной формовочной смесью. Термопары помещают в форму в процессе ее изготовления. Свободные концы термопар присоединяют к потенциометру. Рабочий конец термопары, заключенный в кварцевый колпак, выступает в полость формы на 60 мм. Для измерения температуры металла в более глубоких слоях отливки применяют двойные кварцевые колпачки: первый диаметром 3,6—4,5 мм, второй диаметром 6 мм, или один диаметром 18 мм со стенками толщиной 5—6 мм. Применение двойных или утолщенных колпачков вызвано быстрым выходом из строя термопар при измерении температур в массивных сечениях отливок. Наличие отрицательного температурного градиента служит предупреждением о необходимости корректирования литейных технологических процессов в целях устранения этого явления. Реклама:Читать далее:Скорость заполнения формы металломСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|